Product Description
Oil Lubricated Rotary Vane Vacuum Pump (RH5710)
Product Description
A typical rotary vacuum pump is comprised of a housing, a rotor and a series of radially moving vanes, which come in dry-running or lubricated versions (the latter are the most commonly used in the majority of industrial applications). The rotor is generally the only continuously moving vane vacuum pump part. There’s also a working chamber inside the housing, which is divided into 2 separate compartments by the rotor and vanes. Many vane vacuum pumps also include an inlet valve as a safety feature.
Rotary vane vacuum pumps are available in single-stage and two-stage versions. The stages refer to the number of times that compression actually occurs. Two-stage pumps are also able to attain a lower pressure than single-stage pumps, due to the fact that gas is only admitted during the high pressure stage.
Rotary vane vacuum pumps are ideally suited for a wide range of low and medium vacuum applications such as general and chemical laboratory, analytics, CHINAMFG drying, process engineering and more. A rotary vane pump works via positive displacement, which is when volumes of air or gas are confined within a closed space and are compressed when the space is mechanically reduced.
Product Parameters
| Product Model | 50/60Hz | RH5710 |
| Pumping Speed | 50Hz | 100m³/H |
| 60Hz | 120m³/H | |
| Ultimate Pressure | mbar | 0.1 |
| Inlet Diameter | G1 1/4” | |
| Voltage | 50Hz | 200-240/345-415V |
| 60Hz | 220=275/380-480V | |
| Motor Power | kW | 3 |
| Current (A) | 50Hz | 11.8/6.8 |
| 60Hz | 13.0/7.5 | |
| Rotate Speed | r/min | 1405/1720 |
| Noise Level | dB | 65 |
| Oil Volume | L | 2.0 |
| Net Weight | kg | 75 |
Detailed Photos
Installation Instructions
Certifications
Company Profile
/* January 22, 2571 19:08:37 */!function(){function s(e,r){var a,o={};try{e&&e.split(“,”).forEach(function(e,t){e&&(a=e.match(/(.*?):(.*)$/))&&1
| Oil or Not: | Oil |
|---|---|
| Structure: | Rotary Vacuum Pump |
| Exhauster Method: | Kinetic Vacuum Pump |
| Vacuum Degree: | High Vacuum |
| Work Function: | Maintain the Pump |
| Working Conditions: | Dry |
| Samples: |
US$ 1000/Set
1 Set(Min.Order) | |
|---|
| Customization: |
Available
|
|
|---|

What Are the Advantages of Using Oil-Sealed Vacuum Pumps?
Oil-sealed vacuum pumps offer several advantages in various applications. Here’s a detailed explanation:
1. High Vacuum Performance: Oil-sealed vacuum pumps are known for their ability to achieve high levels of vacuum. They can create and maintain deep vacuum levels, making them suitable for applications that require a low-pressure environment. The use of oil as a sealing and lubricating medium helps in achieving efficient vacuum performance.
2. Wide Operating Range: Oil-sealed vacuum pumps have a wide operating range, allowing them to handle a broad spectrum of vacuum levels. They can operate effectively in both low-pressure and high-vacuum conditions, making them versatile for different applications across various industries.
3. Efficient and Reliable Operation: These pumps are known for their reliability and consistent performance. The oil-sealed design provides effective sealing, preventing air leakage and maintaining a stable vacuum level. They are designed to operate continuously for extended periods without significant performance degradation, making them suitable for continuous industrial processes.
4. Contamination Handling: Oil-sealed vacuum pumps are effective in handling certain types of contaminants that may be present in the process gases or air being evacuated. The oil acts as a barrier, trapping and absorbing certain particulates, moisture, and chemical vapors, preventing them from reaching the pump mechanism. This helps protect the pump internals from potential damage and contributes to the longevity of the pump.
5. Thermal Stability: The presence of oil in these pumps helps in dissipating heat generated during operation, contributing to their thermal stability. The oil absorbs and carries away heat, preventing excessive temperature rise within the pump. This thermal stability allows for consistent performance even during prolonged operation and helps protect the pump from overheating.
6. Noise Reduction: Oil-sealed vacuum pumps generally operate at lower noise levels compared to other types of vacuum pumps. The oil acts as a noise-damping medium, reducing the noise generated by the moving parts and the interaction of gases within the pump. This makes them suitable for applications where noise reduction is desired, such as laboratory environments or noise-sensitive industrial settings.
7. Versatility: Oil-sealed vacuum pumps are versatile and can handle a wide range of gases and vapors. They can effectively handle both condensable and non-condensable gases, making them suitable for diverse applications in industries such as chemical processing, pharmaceuticals, food processing, and research laboratories.
8. Cost-Effective: Oil-sealed vacuum pumps are often considered cost-effective options for many applications. They generally have a lower initial cost compared to some other types of high-vacuum pumps. Additionally, the maintenance and operating costs are relatively lower, making them an economical choice for industries that require reliable vacuum performance.
9. Simplicity and Ease of Maintenance: Oil-sealed vacuum pumps are relatively simple in design and easy to maintain. Routine maintenance typically involves monitoring oil levels, changing the oil periodically, and inspecting and replacing worn-out parts as necessary. The simplicity of maintenance procedures contributes to the overall cost-effectiveness and ease of operation.
10. Compatibility with Other Equipment: Oil-sealed vacuum pumps are compatible with various process equipment and systems. They can be easily integrated into existing setups or used in conjunction with other vacuum-related equipment, such as vacuum chambers, distillation systems, or industrial process equipment.
These advantages make oil-sealed vacuum pumps a popular choice in many industries where reliable, high-performance vacuum systems are required. However, it’s important to consider specific application requirements and consult with experts to determine the most suitable type of vacuum pump for a particular use case.

How Do Vacuum Pumps Contribute to Energy Savings?
Vacuum pumps play a significant role in energy savings in various industries and applications. Here’s a detailed explanation:
Vacuum pumps contribute to energy savings through several mechanisms and efficiencies. Some of the key ways in which vacuum pumps help conserve energy are:
1. Improved Process Efficiency: Vacuum pumps are often used to remove gases and create low-pressure or vacuum conditions in industrial processes. By reducing the pressure, vacuum pumps enable the removal of unwanted gases or vapors, improving the efficiency of the process. For example, in distillation or evaporation processes, vacuum pumps help lower the boiling points of liquids, allowing them to evaporate or distill at lower temperatures. This results in energy savings as less heat is required to achieve the desired separation or concentration.
2. Reduced Energy Consumption: Vacuum pumps are designed to operate efficiently and consume less energy compared to other types of equipment that perform similar functions. Modern vacuum pump designs incorporate advanced technologies, such as variable speed drives, energy-efficient motors, and optimized control systems. These features allow vacuum pumps to adjust their operation based on demand, reducing energy consumption during periods of lower process requirements. By consuming less energy, vacuum pumps contribute to overall energy savings in industrial operations.
3. Leak Detection and Reduction: Vacuum pumps are often used in leak detection processes to identify and locate leaks in systems or equipment. By creating a vacuum or low-pressure environment, vacuum pumps can assess the integrity of a system and identify any sources of leakage. Detecting and repairing leaks promptly helps prevent energy wastage associated with the loss of pressurized fluids or gases. By addressing leaks, vacuum pumps assist in reducing energy losses and improving the overall energy efficiency of the system.
4. Energy Recovery Systems: In some applications, vacuum pumps can be integrated into energy recovery systems. For instance, in certain manufacturing processes, the exhaust gases from vacuum pumps may contain heat or have the potential for energy recovery. By utilizing heat exchangers or other heat recovery systems, the thermal energy from the exhaust gases can be captured and reused to preheat incoming fluids or provide heat to other parts of the process. This energy recovery approach further enhances the overall energy efficiency by utilizing waste heat that would otherwise be lost.
5. System Optimization and Control: Vacuum pumps are often integrated into centralized vacuum systems that serve multiple processes or equipment. These systems allow for better control, monitoring, and optimization of the vacuum generation and distribution. By centralizing the vacuum production and employing intelligent control strategies, energy consumption can be optimized based on the specific process requirements. This ensures that vacuum pumps operate at the most efficient levels, resulting in energy savings.
6. Maintenance and Service: Proper maintenance and regular servicing of vacuum pumps are essential for their optimal performance and energy efficiency. Routine maintenance includes tasks such as cleaning, lubrication, and inspection of pump components. Well-maintained pumps operate more efficiently, reducing energy consumption. Additionally, prompt repair of any faulty parts or addressing performance issues helps maintain the pump’s efficiency and prevents energy waste.
In summary, vacuum pumps contribute to energy savings through improved process efficiency, reduced energy consumption, leak detection and reduction, integration with energy recovery systems, system optimization and control, as well as proper maintenance and service. By utilizing vacuum pumps efficiently and effectively, industries can minimize energy waste, optimize energy usage, and achieve significant energy savings in various applications and processes.

Can Vacuum Pumps Be Used in Laboratories?
Yes, vacuum pumps are extensively used in laboratories for a wide range of applications. Here’s a detailed explanation:
Vacuum pumps are essential tools in laboratory settings as they enable scientists and researchers to create and control vacuum or low-pressure environments. These controlled conditions are crucial for various scientific processes and experiments. Here are some key reasons why vacuum pumps are used in laboratories:
1. Evaporation and Distillation: Vacuum pumps are frequently used in laboratory evaporation and distillation processes. By creating a vacuum, they lower the boiling point of liquids, allowing for gentler and more controlled evaporation. This is particularly useful for heat-sensitive substances or when precise control over the evaporation process is required.
2. Filtration: Vacuum filtration is a common technique in laboratories for separating solids from liquids or gases. Vacuum pumps create suction, which helps draw the liquid or gas through the filter, leaving the solid particles behind. This method is widely used in processes such as sample preparation, microbiology, and analytical chemistry.
3. Freeze Drying: Vacuum pumps play a crucial role in freeze drying or lyophilization processes. Freeze drying involves removing moisture from a substance while it is in a frozen state, preserving its structure and properties. Vacuum pumps facilitate the sublimation of frozen water directly into vapor, resulting in the removal of moisture under low-pressure conditions.
4. Vacuum Ovens and Chambers: Vacuum pumps are used in conjunction with vacuum ovens and chambers to create controlled low-pressure environments for various applications. Vacuum ovens are used for drying heat-sensitive materials, removing solvents, or conducting reactions under reduced pressure. Vacuum chambers are utilized for testing components under simulated space or high-altitude conditions, degassing materials, or studying vacuum-related phenomena.
5. Analytical Instruments: Many laboratory analytical instruments rely on vacuum pumps to function properly. For example, mass spectrometers, electron microscopes, surface analysis equipment, and other analytical instruments often require vacuum conditions to maintain sample integrity and achieve accurate results.
6. Chemistry and Material Science: Vacuum pumps are employed in numerous chemical and material science experiments. They are used for degassing samples, creating controlled atmospheres, conducting reactions under reduced pressure, or studying gas-phase reactions. Vacuum pumps are also used in thin film deposition techniques like physical vapor deposition (PVD) and chemical vapor deposition (CVD).
7. Vacuum Systems for Experiments: In scientific research, vacuum systems are often designed and constructed for specific experiments or applications. These systems can include multiple vacuum pumps, valves, and chambers to create specialized vacuum environments tailored to the requirements of the experiment.
Overall, vacuum pumps are versatile tools that find extensive use in laboratories across various scientific disciplines. They enable researchers to control and manipulate vacuum or low-pressure conditions, facilitating a wide range of processes, experiments, and analyses. The choice of vacuum pump depends on factors such as required vacuum level, flow rate, chemical compatibility, and specific application needs.


editor by Dream 2024-05-09
China OEM High Quality Rotary Vane Dual Stage Air Electric Vacuum Pump 12cfm vacuum pump oil near me
Product Description
Our vacuum pump has the following advantages: easy to carry about, efficient, long-effect filtration, overheat protection, good material. It is applicable to the following scenarios: vacuum packing, gas analysis, medical machinery, thermoplastic molding.
/* January 22, 2571 19:08:37 */!function(){function s(e,r){var a,o={};try{e&&e.split(“,”).forEach(function(e,t){e&&(a=e.match(/(.*?):(.*)$/))&&1
| Oil or Not: | Oil |
|---|---|
| Structure: | Rotary Vacuum Pump |
| Exhauster Method: | Entrapment Vacuum Pump |
| Vacuum Degree: | High Vacuum |
| Work Function: | Mainsuction Pump |
| Working Conditions: | Wet |
| Samples: |
US$ 32/Piece
1 Piece(Min.Order) | |
|---|
| Customization: |
Available
|
|
|---|

Select vacuum pump
When choosing a vacuum pump, there are several things to consider. Diaphragm, scroll and Roots pumps are available. These pumps work similarly to each other, but they have some notable differences. Learn more about each type to make the right decision for your needs.
Diaphragm vacuum pump
Diaphragm vacuum pumps are very reliable and efficient for moving liquids. They are also compact and easy to handle. They can be used in a variety of applications, from laboratory workstations to large vacuum ovens. Diaphragm vacuum pumps are available worldwide. Advantages of this pump include low noise and corrosion resistance.
Diaphragm vacuum pumps work by increasing the chamber volume and decreasing the pressure. The diaphragm draws fluid into the chamber, diverting it back when it returns to its starting position. This hermetic seal allows them to transfer fluids without the need for lubricants.
Diaphragm vacuum pumps are the most efficient cleaning option and are easy to maintain. They do not produce oil, waste water or particles, which are common problems with other types of pumps. In addition, diaphragm pumps are low maintenance and have no sliding parts in the air path.
The simple design of diaphragm vacuum pumps makes them popular in laboratories. Oil-free construction makes it an economical option and is available in a variety of styles. They also have a variety of optional features. Diaphragm pumps are also chemically resistant, making them ideal for chemical laboratories.
Diaphragm vacuum pumps have speeds ranging from a few microns per minute (m3/h) to several m3/h. Some models have variable speed motors that reduce pumping speed when not in use. This feature extends their service interval. Standard diaphragm pumps are also popular in pharmaceutical and medical procedures. In addition, they are used in vacuum mattresses and cushions.
Scroll vacuum pump
Dry scroll vacuum pumps have many advantages over other types of vacuum pumps. Its compact design makes it ideal for a variety of general-purpose vacuum applications. They also offer oil-free operation. Additionally, many of these pumps feature chemically resistant PTFE components for increased chemical resistance.
These pumps are used in a variety of environments including laboratories, OEM equipment, R&D and medical applications. The single-stage design of these pumps makes them versatile and cost-effective. They are also suitable for a range of high field and radiation environments. Scroll pumps are also available in electronics-free and three-phase versions.
Oil-free scroll vacuum pumps are an excellent choice for those who don’t want the noise and mess associated with reciprocating pumps. Oil-free scroll pumps contain two helical scrolls interwoven in a helical motion that creates strong suction and directs steam to the exhaust. Because they do not require oil, they require minimal maintenance and downtime.
Oil-free scroll vacuum pumps are suitable for low to medium vacuum systems. Their durability and flexibility also make them suitable for many other applications. While they are often associated with dry vacuum pumps, they can also be used in chemical and analytical applications. Oil-free scroll pumps are also considered environmentally friendly.
The HiScroll range consists of three dry-sealed scroll pumps with nominal pumping speeds ranging from 6 to 20 m3/h. They feature advanced cutting edge sealing technology and reduce power requirements. They are also compact and noiseless, making them an excellent choice in quiet work environments. 
Roots Pump
Roots vacuum pumps are an important part of vacuum systems in various industries. These pumps are used to generate high vacuum in a variety of applications including degassing, rolling and vacuum metallurgy. They are also used in vacuum distillation, concentration and drying in the pharmaceutical, food and chemical industries.
These pumps are made of non-magnetized rotors that sit in the vacuum of the drive shaft. In addition, the stator coils are fan-cooled, eliminating the need for shaft seals. These pumps are typically used in applications involving high purity and toxic gases.
The theoretical pumping speed of a Roots pump depends on the gas type and outlet pressure. Depending on the size and power of the pump, it can range from 200 cubic meters per hour (m3/h) to several thousand cubic meters per hour. Typical Roots pumps have pumping speeds between 10 and 75.
Roots pumps are designed to reach high pressures in a relatively short period of time. This enables them to significantly reduce vacation time. Their compact design also makes them quiet. They also require no oil or moving parts, making them ideal for a variety of applications. However, they also have some limitations, including relatively high service costs and poor pumping performance at atmospheric pressure.
The RUVAC Roots pump is a versatile and efficient vacuum pump. It is based on the dry compressor roots principle already used in many vacuum technologies. This principle has been used in many different applications, including vacuum furnaces and vacuum coating. The combination of the Roots pump and the backing vacuum pump will increase the pumping speed at low pressure and expand the working range of the backing vacuum pump.
Electric vacuum pump
Electric vacuum pumps have many applications. They help move waste and debris in various processes and also help power instruments. These pumps are used in the automotive, scientific and medical industries. However, there are some important factors to consider before buying. In this article, we will discuss some important factors to consider.
First, you should consider the base pressure of the pump. Some pumps can reach a base pressure of 1 mbar when new, while others can reach a base pressure of 1 x 10-5 mbar. The higher the base pressure, the more energy is required to reverse atmospheric pressure.
Another important consideration is noise. Electric vacuum pumps need to be quiet. Especially for hybrid and electric vehicles, low noise is very important. Therefore, electric vacuum pumps with low noise characteristics have been developed. The pump’s integrated motor was developed in-house to avoid expensive vibration decoupling elements. Therefore, it exhibits high structure-borne noise decoupling as well as low airborne noise emissions. This makes the electric vacuum pump suitable for mounting on body components without disturbing vibrations.
Depending on the type of application, electric vacuum pumps can be used for workholding, clamping or clamping applications. They can also be used for solid material transfer. The electric pump with 20 gallon tank has a maximum vacuum of 26″ Hg. It also houses a 1,200 square inch sealed vacuum suction cup. It also has a coolant trap.
The automotive electric vacuum pump market was estimated at USD 1.11 billion in 2018. Electric vacuum pumps are used in automobiles for many different applications. These pumps provide vacuum assistance to a variety of automotive systems, including brake boosters, headlight doors, heaters, and air conditioning systems. They are also quieter than traditional piston pumps. 
Cryogenic vacuum pump
Cryogenic vacuum pumps are used in many different processes, including vacuum distillation, electron microscopy, and vacuum ovens. These pumps feature a thin-walled shaft and housing to minimize heat loss from the motor. They are also capable of high speed operation. High-speed bearings increase the hydraulic efficiency of the pump while minimizing heating of the process fluid. Cryopumps also come in the form of laboratory dewars and evaporators.
A key feature of a cryopump is its ability to span a wide pressure range. Typically, such pumps have a maximum pressure of 12 Torr and a minimum pressure of 0.8 Torr. However, some cryopumps are capable of pumping at higher pressures than this. This feature extends pump life and limits gas loading.
Before using a cryopump, you need to make sure the system is cold and the valve is closed. The gas in the chamber will then start to condense on the cold array of the pump. This condensation is the result of the latent heat released by the gas.
Cryogenic vacuum pumps are usually equipped with a Polycold P Cryocooler, which prevents the backflow of water through the pump. Such coolers are especially useful in load lock systems. As for its functionality, SHI Cryogenics Group offers two different styles of cryopumps. These systems are ideal for demanding flat panel, R&D and coating applications. They are available in sizes up to 20 inches and can be configured for automatic regeneration or standard settings.
The cryogenic vacuum pump market is segmented by application and geography. The report identifies major global companies, their shares and trends. It also includes product introductions and sales by region.
editor by CX 2024-04-17
China Professional KCB Gear Oil Cast Steel Two Stage Water Ring Vacuum Pump vacuum pump electric
Product Description
KCB gear oil pump is mainly used to transport lubricating oil in the lubrication system of various mechanical equipment, and can transport non-lubricating oil, beverages, and low-corrosive liquids. It is suitable for transporting lubricating oil that does not contain CHINAMFG particles and fibers, is non-corrosive, the temperature is not higher than 80°C, and the viscosity is 5×10-6~1.5×10-3m2/s (5-1500cSt) or lubricating oil with similar properties. other liquids. KCB gear oil pump mainly consists of gear, shaft, pump body, safety valve and shaft end seal. Equipped with copper gears, it can transport low flash point liquids, such as gasoline, benzene, etc.
Product Show
Product Description
Scope of application:
• Can be used as transmission and booster pump in oil delivery system;
• It can be used as a fuel pump for delivery, pressurization and injection in the fuel system;
• Can be used as a hydraulic pump to provide hydraulic power in hydraulic transmission systems;
• Can be used as lubricating oil pump in all industrial fields
KCB Type Gear Oil Pumo Features:
• No wear on the tooth surface, smooth operation, no trapped liquid, low noise, long life and high efficiency.
• This pump breaks away from the constraints of traditional design and takes gear pumps into a new field in design, production and use.
• The pump is equipped with a safety valve as overload protection. The full return pressure of the safety valve is 1.5 times the rated discharge pressure of the pump. It can also be adjusted according to actual needs within the allowable discharge pressure range.
KCB series gear oil pump mainly consists of gear, shaft, pump body, safety valve and shaft end seal. The gears have been heat-treated to have higher hardness and strength, and are installed together with the shaft in a replaceable sleeve to run. Lubrication of all parts in the pump is automatically achieved by using the output medium when the pump is working.
There are well-designed oil drain and oil return grooves in the pump. The gears bear less torque during operation, so the bearing load is small, the wear is small, and the pump efficiency is high.
The pump is equipped with a safety valve as overload protection. The full return pressure of the safety valve is 1.5 times the rated discharge pressure of the pump. It can also be adjusted according to actual needs within the allowable discharge pressure range. However, please note that this safety valve cannot be used as a pressure reducing valve for a long time and can be installed separately on the pipeline if necessary.
When viewed from the extended end of the main shaft towards the pump, it rotates clockwise.
Product Parameters
| Product Name | KCB series gear oil pump |
| Flow | 1.1~576 m3/h |
| Speed | 800~1400 r/min |
| EFF | 45~60 % |
| pressure | 0.6~1.45 Mpa |
| NPSHr | 5~8 m |
| Power | 1.5~250 KW |
| Voltage | 220V, 240V, 380V, 400V, 415V, 440V, 460V, 50hz/60hz |
MODEL&PARAMETER
| Model | Aperture (mm) |
Flow (L/min) |
Pressure (Mpa) |
Self priming height(m) |
EFF (%) |
Equipped with three-phase asynchronous motor | ||
| Power(KW) | Speed(r/min) | Type | ||||||
| KCB18.3 | Φ18 | 18.3 | 1.45 | 5 | 44 | 1.5 | 1420 | Y90L-4 |
| KCB33.3 | Φ18 | 33.3 | 1.45 | 5 | 44 | 2.2 | 1420 | Y100L1-4 |
| KCB55 | Φ25 | 55 | 0.33 | 7 | 39 | 1.5 | 1420 | Y90L-4 |
| KCB83.3 | Φ40 | 83.3 | 0.33 | 7 | 40 | 2.2 | 1420 | Y100L1-4 |
| KCB200 | Φ50 | 200 | 0.33 | 5 | 41 | 4 | 1440 | Y112M-4 |
| KCB300 | Φ80 | 300 | 0.36 | 4.5 | 42 | 5.5 | 960 | Y132M2-6 |
| KCB483.3 | Φ80 | 483.3 | 0.36 | 5 | 43 | 11 | 1440 | Y160M-4 |
| KCB633 | Φ100 | 633 | 0.28 | 6 | 43 | 11 | 970 | Y100L-6 |
| KCB960 | Φ100 | 960 | 0.28 | 6.5 | 43 | 18.5 | 1470 | Y180M-4 |
Related keywords
| Oil Gear Pump | Oil Transfer Pump | Crude Oil Pump | Lube Oil Pump |
| Gear Oil Pump | Gear oil pump with motor | Best gear oil pump | boat gear oil pump |
| gear oil pump china | gear oil pump for boat | gear oil pump for sale | KCB Gear Pump |
/* January 22, 2571 19:08:37 */!function(){function s(e,r){var a,o={};try{e&&e.split(“,”).forEach(function(e,t){e&&(a=e.match(/(.*?):(.*)$/))&&1
| After-sales Service: | Online After-Sales Service |
|---|---|
| Warranty: | 3years |
| Mesh Form: | Internal Engaged |
| Samples: |
US$ 259/Piece
1 Piece(Min.Order) | Order Sample |
|---|
| Customization: |
Available
|
|
|---|
.shipping-cost-tm .tm-status-off{background: none;padding:0;color: #1470cc}
| Shipping Cost:
Estimated freight per unit. |
about shipping cost and estimated delivery time. |
|---|
| Payment Method: |
|
|---|---|
|
Initial Payment Full Payment |
| Currency: | US$ |
|---|
| Return&refunds: | You can apply for a refund up to 30 days after receipt of the products. |
|---|
What Are the Advantages of Using Oil-Sealed Vacuum Pumps?
Oil-sealed vacuum pumps offer several advantages in various applications. Here’s a detailed explanation:
1. High Vacuum Performance: Oil-sealed vacuum pumps are known for their ability to achieve high levels of vacuum. They can create and maintain deep vacuum levels, making them suitable for applications that require a low-pressure environment. The use of oil as a sealing and lubricating medium helps in achieving efficient vacuum performance.
2. Wide Operating Range: Oil-sealed vacuum pumps have a wide operating range, allowing them to handle a broad spectrum of vacuum levels. They can operate effectively in both low-pressure and high-vacuum conditions, making them versatile for different applications across various industries.
3. Efficient and Reliable Operation: These pumps are known for their reliability and consistent performance. The oil-sealed design provides effective sealing, preventing air leakage and maintaining a stable vacuum level. They are designed to operate continuously for extended periods without significant performance degradation, making them suitable for continuous industrial processes.
4. Contamination Handling: Oil-sealed vacuum pumps are effective in handling certain types of contaminants that may be present in the process gases or air being evacuated. The oil acts as a barrier, trapping and absorbing certain particulates, moisture, and chemical vapors, preventing them from reaching the pump mechanism. This helps protect the pump internals from potential damage and contributes to the longevity of the pump.
5. Thermal Stability: The presence of oil in these pumps helps in dissipating heat generated during operation, contributing to their thermal stability. The oil absorbs and carries away heat, preventing excessive temperature rise within the pump. This thermal stability allows for consistent performance even during prolonged operation and helps protect the pump from overheating.
6. Noise Reduction: Oil-sealed vacuum pumps generally operate at lower noise levels compared to other types of vacuum pumps. The oil acts as a noise-damping medium, reducing the noise generated by the moving parts and the interaction of gases within the pump. This makes them suitable for applications where noise reduction is desired, such as laboratory environments or noise-sensitive industrial settings.
7. Versatility: Oil-sealed vacuum pumps are versatile and can handle a wide range of gases and vapors. They can effectively handle both condensable and non-condensable gases, making them suitable for diverse applications in industries such as chemical processing, pharmaceuticals, food processing, and research laboratories.
8. Cost-Effective: Oil-sealed vacuum pumps are often considered cost-effective options for many applications. They generally have a lower initial cost compared to some other types of high-vacuum pumps. Additionally, the maintenance and operating costs are relatively lower, making them an economical choice for industries that require reliable vacuum performance.
9. Simplicity and Ease of Maintenance: Oil-sealed vacuum pumps are relatively simple in design and easy to maintain. Routine maintenance typically involves monitoring oil levels, changing the oil periodically, and inspecting and replacing worn-out parts as necessary. The simplicity of maintenance procedures contributes to the overall cost-effectiveness and ease of operation.
10. Compatibility with Other Equipment: Oil-sealed vacuum pumps are compatible with various process equipment and systems. They can be easily integrated into existing setups or used in conjunction with other vacuum-related equipment, such as vacuum chambers, distillation systems, or industrial process equipment.
These advantages make oil-sealed vacuum pumps a popular choice in many industries where reliable, high-performance vacuum systems are required. However, it’s important to consider specific application requirements and consult with experts to determine the most suitable type of vacuum pump for a particular use case.
How Do Vacuum Pumps Contribute to Energy Savings?
Vacuum pumps play a significant role in energy savings in various industries and applications. Here’s a detailed explanation:
Vacuum pumps contribute to energy savings through several mechanisms and efficiencies. Some of the key ways in which vacuum pumps help conserve energy are:
1. Improved Process Efficiency: Vacuum pumps are often used to remove gases and create low-pressure or vacuum conditions in industrial processes. By reducing the pressure, vacuum pumps enable the removal of unwanted gases or vapors, improving the efficiency of the process. For example, in distillation or evaporation processes, vacuum pumps help lower the boiling points of liquids, allowing them to evaporate or distill at lower temperatures. This results in energy savings as less heat is required to achieve the desired separation or concentration.
2. Reduced Energy Consumption: Vacuum pumps are designed to operate efficiently and consume less energy compared to other types of equipment that perform similar functions. Modern vacuum pump designs incorporate advanced technologies, such as variable speed drives, energy-efficient motors, and optimized control systems. These features allow vacuum pumps to adjust their operation based on demand, reducing energy consumption during periods of lower process requirements. By consuming less energy, vacuum pumps contribute to overall energy savings in industrial operations.
3. Leak Detection and Reduction: Vacuum pumps are often used in leak detection processes to identify and locate leaks in systems or equipment. By creating a vacuum or low-pressure environment, vacuum pumps can assess the integrity of a system and identify any sources of leakage. Detecting and repairing leaks promptly helps prevent energy wastage associated with the loss of pressurized fluids or gases. By addressing leaks, vacuum pumps assist in reducing energy losses and improving the overall energy efficiency of the system.
4. Energy Recovery Systems: In some applications, vacuum pumps can be integrated into energy recovery systems. For instance, in certain manufacturing processes, the exhaust gases from vacuum pumps may contain heat or have the potential for energy recovery. By utilizing heat exchangers or other heat recovery systems, the thermal energy from the exhaust gases can be captured and reused to preheat incoming fluids or provide heat to other parts of the process. This energy recovery approach further enhances the overall energy efficiency by utilizing waste heat that would otherwise be lost.
5. System Optimization and Control: Vacuum pumps are often integrated into centralized vacuum systems that serve multiple processes or equipment. These systems allow for better control, monitoring, and optimization of the vacuum generation and distribution. By centralizing the vacuum production and employing intelligent control strategies, energy consumption can be optimized based on the specific process requirements. This ensures that vacuum pumps operate at the most efficient levels, resulting in energy savings.
6. Maintenance and Service: Proper maintenance and regular servicing of vacuum pumps are essential for their optimal performance and energy efficiency. Routine maintenance includes tasks such as cleaning, lubrication, and inspection of pump components. Well-maintained pumps operate more efficiently, reducing energy consumption. Additionally, prompt repair of any faulty parts or addressing performance issues helps maintain the pump’s efficiency and prevents energy waste.
In summary, vacuum pumps contribute to energy savings through improved process efficiency, reduced energy consumption, leak detection and reduction, integration with energy recovery systems, system optimization and control, as well as proper maintenance and service. By utilizing vacuum pumps efficiently and effectively, industries can minimize energy waste, optimize energy usage, and achieve significant energy savings in various applications and processes.
Can Vacuum Pumps Be Used in Food Processing?
Yes, vacuum pumps are widely used in food processing for various applications. Here’s a detailed explanation:
Vacuum pumps play a crucial role in the food processing industry by enabling the creation and maintenance of vacuum or low-pressure environments. They offer several benefits in terms of food preservation, packaging, and processing. Here are some common applications of vacuum pumps in food processing:
1. Vacuum Packaging: Vacuum pumps are extensively used in vacuum packaging processes. Vacuum packaging involves removing air from the packaging container to create a vacuum-sealed environment. This process helps extend the shelf life of food products by inhibiting the growth of spoilage-causing microorganisms and reducing oxidation. Vacuum pumps are used to evacuate the air from the packaging, ensuring a tight seal and maintaining the quality and freshness of the food.
2. Freeze Drying: Vacuum pumps are essential in freeze drying or lyophilization processes used in food processing. Freeze drying involves removing moisture from food products while they are frozen, preserving their texture, flavor, and nutritional content. Vacuum pumps create a low-pressure environment that allows frozen water to directly sublimate from solid to vapor, resulting in the removal of moisture from the food without causing damage or loss of quality.
3. Vacuum Cooling: Vacuum pumps are utilized in vacuum cooling processes for rapid and efficient cooling of food products. Vacuum cooling involves placing the food in a vacuum chamber and reducing the pressure. This lowers the boiling point of water, facilitating the rapid evaporation of moisture and heat from the food, thereby cooling it quickly. Vacuum cooling helps maintain the freshness, texture, and quality of delicate food items such as fruits, vegetables, and bakery products.
4. Vacuum Concentration: Vacuum pumps are employed in vacuum concentration processes in the food industry. Vacuum concentration involves removing excess moisture from liquid food products to increase their solids content. By creating a vacuum, the boiling point of the liquid is reduced, allowing for gentle evaporation of water while preserving the desired flavors, nutrients, and viscosity of the product. Vacuum concentration is commonly used in the production of juices, sauces, and concentrates.
5. Vacuum Mixing and Deaeration: Vacuum pumps are used in mixing and deaeration processes in food processing. In the production of certain food products such as chocolates, confectioneries, and sauces, vacuum mixing is employed to remove air bubbles, achieve homogeneity, and improve product texture. Vacuum pumps aid in the removal of entrapped air and gases, resulting in smooth and uniform food products.
6. Vacuum Filtration: Vacuum pumps are utilized in food processing for vacuum filtration applications. Vacuum filtration involves separating solids from liquids or gases using a filter medium. Vacuum pumps create suction that draws the liquid or gas through the filter, leaving behind the solid particles. Vacuum filtration is commonly used in processes such as clarifying liquids, removing impurities, and separating solids from liquids in the production of beverages, oils, and dairy products.
7. Marinating and Brining: Vacuum pumps are employed in marinating and brining processes in the food industry. By applying a vacuum to the marinating or brining container, the pressure is reduced, allowing the marinade or brine to penetrate the food more efficiently. Vacuum marinating and brining help enhance flavor absorption, reduce marinating time, and improve the overall taste and texture of the food.
8. Controlled Atmosphere Packaging: Vacuum pumps are used in controlled atmosphere packaging (CAP) systems in the food industry. CAP involves modifying the gas composition within food packaging to extend the shelf life and maintain the quality of perishable products. Vacuum pumps aid in the removal of oxygen or other unwanted gases from the package, allowing the introduction of a desired gas mixture that preserves the food’s freshness and inhibits microbial growth.
These are just a few examples of how vacuum pumps are used in food processing. The ability to create and control vacuum or low-pressure environments is a valuable asset in preserving food quality, enhancing shelf life, and facilitating various processing techniques in the food industry.
editor by CX 2024-03-22
China supplier Manufacturer Electrical Brake Vacuum Pump for Diesel Electric Hybrid Truck Part# Up30 009286001 vacuum pump oil near me
Product Description
PRODUCT DESCRIPTION.
PRODUCT NAME: vacuum pump
OEM NUMBER : 009286001
MATERIALS: Ductile
COLOR AVAILABLE: Picture color
MOQ : 20pcs
PACKAGING: Neutral or Brand box packaging. We will help you design your small box .
DELIVERY TIME: Around 25 days
RELATED PRODUCT
We produces all range of manual slack adjuster and automatic slack adjuster that our product cover almost globe truck, trailer and Bus, Besides we also produce another product related to brake system like brake chamber, clutch booster, brake valve and air hose
COMPANY INFORMATION
HangZhou Tie’an Auto Parts Manufacturing Co., Ltd. We’re professional for slack adjuster,supply many types Manual Slack Adjuster for truck,bus,trailer,cover
European,Korean,American,Japanese,Russian.
1.More than 10 years experience on manual slack adjuster
2.Manufacture with competitive price
3.Cover more than 70% manual slack adjuster type and increased every month
4.Also can do it as customised.
Why Choose Tiean?
1) Eight-year more professional auto parts manufacturer
• ISO 9001 management system certification, NQA global assurance certification.
• Own complete brake parts product line.
• High quality products with competitive price.
• MOQ from 100 piece.
• Samples are supplied for free.
2) Focus on product quality and after-market service
• All products have a guarantee of at least 6 months.
• CNC machining center, 100% leakage test and other test.
• Target high-end market.
3) Excellent customer service
• Technical support by E-mail or phone.
• Inquiry will be replied within 24hours.
• All terms of payments and logistics are accepted.
4) Technical strength
• Own independent R&D Dept.
• With 3D modeling capability.
• OEM accepted.
PACKAGING STHangZhouRD
if your quantitty more than 2000 pcs in total ,we can help you fee design your brand box
Our packaging standard:purple bag or plastic bag, small box, Carton box, Pallets or Wooden Case.
OUR SERVICE
1.Reply your enquiry in 24 working hours.
2.OEM, buyer design, buyer label services provided.
3.Exclusive and unique solution can be provide to our customer by our well trained and professional engineers and staffs.
4.We can provide sample for your check.
5.We have the certification of ISO 9001 TS16949
6.Good after-sale service.
FAQ
CUSTOMER: What kind of product do you engage?
CUSTOMER: Can i visit you factory.
TIE’AN: wellcom to my factory , we have professional team follow-up your schedule.
CUSTOMER: what reason is that i business with your company not your competition?
TIE’AN : you know competition is fierce, we used product quanlity and good service to maintain .Companies must earn a reputation for honesty.
| After-sales Service: | 12 Months |
|---|---|
| Warranty: | 12 Months |
| Type: | Brake System |
| Material: | Alloy |
| Position: | Front |
| Certification: | IATF-16949 |
| Samples: |
US$ 60/Piece
1 Piece(Min.Order) | |
|---|
| Customization: |
Available
|
|
|---|

What Is the Vacuum Level and How Is It Measured in Vacuum Pumps?
The vacuum level refers to the degree of pressure below atmospheric pressure in a vacuum system. It indicates the level of “emptiness” or the absence of gas molecules in the system. Here’s a detailed explanation of vacuum level measurement in vacuum pumps:
Vacuum level is typically measured using pressure units that represent the difference between the pressure in the vacuum system and atmospheric pressure. The most common unit of measurement for vacuum level is the Pascal (Pa), which is the SI unit. Other commonly used units include Torr, millibar (mbar), and inches of mercury (inHg).
Vacuum pumps are equipped with pressure sensors or gauges that measure the pressure within the vacuum system. These gauges are specifically designed to measure the low pressures encountered in vacuum applications. There are several types of pressure gauges used for measuring vacuum levels:
1. Pirani Gauge: Pirani gauges operate based on the thermal conductivity of gases. They consist of a heated element exposed to the vacuum environment. As gas molecules collide with the heated element, they transfer heat away, causing a change in temperature. By measuring the change in temperature, the pressure can be inferred, allowing the determination of the vacuum level.
2. Thermocouple Gauge: Thermocouple gauges utilize the thermal conductivity of gases similar to Pirani gauges. They consist of two dissimilar metal wires joined together, forming a thermocouple. As gas molecules collide with the thermocouple, they cause a temperature difference between the wires, generating a voltage. The voltage is proportional to the pressure and can be calibrated to provide a reading of the vacuum level.
3. Capacitance Manometer: Capacitance manometers measure pressure by detecting the change in capacitance between two electrodes caused by the deflection of a flexible diaphragm. As the pressure in the vacuum system changes, the diaphragm moves, altering the capacitance and providing a measurement of the vacuum level.
4. Ionization Gauge: Ionization gauges operate by ionizing gas molecules in the vacuum system and measuring the resulting electrical current. The ion current is proportional to the pressure, allowing the determination of the vacuum level. There are different types of ionization gauges, such as hot cathode, cold cathode, and Bayard-Alpert gauges.
5. Baratron Gauge: Baratron gauges utilize the principle of capacitance manometry but with a different design. They consist of a pressure-sensing diaphragm separated by a small gap from a reference electrode. The pressure difference between the vacuum system and the reference electrode causes the diaphragm to deflect, changing the capacitance and providing a measurement of the vacuum level.
It’s important to note that different types of vacuum pumps may have different pressure ranges and may require specific pressure gauges suitable for their operating conditions. Additionally, vacuum pumps are often equipped with multiple gauges to provide information about the pressure at different stages of the pumping process or in different parts of the system.
In summary, vacuum level refers to the pressure below atmospheric pressure in a vacuum system. It is measured using pressure gauges specifically designed for low-pressure environments. Common types of pressure gauges used in vacuum pumps include Pirani gauges, thermocouple gauges, capacitance manometers, ionization gauges, and Baratron gauges.
\
Can Vacuum Pumps Be Used for Leak Detection?
Yes, vacuum pumps can be used for leak detection purposes. Here’s a detailed explanation:
Leak detection is a critical task in various industries, including manufacturing, automotive, aerospace, and HVAC. It involves identifying and locating leaks in a system or component that may result in the loss of fluids, gases, or pressure. Vacuum pumps can play a significant role in leak detection processes by creating a low-pressure environment and facilitating the detection of leaks through various methods.
Here are some ways in which vacuum pumps can be used for leak detection:
1. Vacuum Decay Method: The vacuum decay method is a common technique used for leak detection. It involves creating a vacuum in a sealed system or component using a vacuum pump and monitoring the pressure change over time. If there is a leak present, the pressure will gradually increase due to the ingress of air or gas. By measuring the rate of pressure rise, the location and size of the leak can be estimated. Vacuum pumps are used to evacuate the system and establish the initial vacuum required for the test.
2. Bubble Testing: Bubble testing is a simple and visual method for detecting leaks. In this method, the component or system being tested is pressurized with a gas, and then immersed in a liquid, typically soapy water. If there is a leak, the gas escaping from the component will form bubbles in the liquid, indicating the presence and location of the leak. Vacuum pumps can be used to create a pressure differential that forces gas out of the leak, making it easier to detect the bubbles.
3. Helium Leak Detection: Helium leak detection is a highly sensitive method used to locate extremely small leaks. Helium, being a small atom, can easily penetrate small openings and leaks. In this method, the system or component is pressurized with helium gas, and a vacuum pump is used to evacuate the surrounding area. A helium leak detector is then used to sniff or scan the area for the presence of helium, indicating the location of the leak. Vacuum pumps are essential for creating the low-pressure environment required for this method and ensuring accurate detection.
4. Pressure Change Testing: Vacuum pumps can also be used in pressure change testing for leak detection. This method involves pressurizing a system or component and then isolating it from the pressure source. The pressure is monitored over time, and any significant pressure drop indicates the presence of a leak. Vacuum pumps can be used to evacuate the system after pressurization, returning it to atmospheric pressure for comparison or retesting.
5. Mass Spectrometer Leak Detection: Mass spectrometer leak detection is a highly sensitive and precise method used to identify and quantify leaks. It involves introducing a tracer gas, usually helium, into the system or component being tested. A vacuum pump is used to evacuate the surrounding area, and a mass spectrometer is employed to analyze the gas samples for the presence of the tracer gas. This method allows for accurate detection and quantification of leaks down to very low levels. Vacuum pumps are crucial for creating the necessary vacuum conditions and ensuring reliable results.
In summary, vacuum pumps can be effectively used for leak detection purposes. They facilitate various leak detection methods such as vacuum decay, bubble testing, helium leak detection, pressure change testing, and mass spectrometer leak detection. Vacuum pumps create the required low-pressure environment, assist in evacuating the system or component being tested, and enable accurate and reliable leak detection. The choice of vacuum pump depends on the specific requirements of the leak detection method and the sensitivity needed for the application.

Are There Different Types of Vacuum Pumps Available?
Yes, there are various types of vacuum pumps available, each designed to suit specific applications and operating principles. Here’s a detailed explanation:
Vacuum pumps are classified based on their operating principles, mechanisms, and the type of vacuum they can generate. Some common types of vacuum pumps include:
1. Rotary Vane Vacuum Pumps:
– Description: Rotary vane pumps are positive displacement pumps that use rotating vanes to create a vacuum. The vanes slide in and out of slots in the pump rotor, trapping and compressing gas to create suction and generate a vacuum.
– Applications: Rotary vane vacuum pumps are widely used in applications requiring moderate vacuum levels, such as laboratory vacuum systems, packaging, refrigeration, and air conditioning.
2. Diaphragm Vacuum Pumps:
– Description: Diaphragm pumps use a flexible diaphragm that moves up and down to create a vacuum. The diaphragm separates the vacuum chamber from the driving mechanism, preventing contamination and oil-free operation.
– Applications: Diaphragm vacuum pumps are commonly used in laboratories, medical equipment, analysis instruments, and applications where oil-free or chemical-resistant vacuum is required.
3. Scroll Vacuum Pumps:
– Description: Scroll pumps have two spiral-shaped scrolls—one fixed and one orbiting—which create a series of moving crescent-shaped gas pockets. As the scrolls move, gas is continuously trapped and compressed, resulting in a vacuum.
– Applications: Scroll vacuum pumps are suitable for applications requiring a clean and dry vacuum, such as analytical instruments, vacuum drying, and vacuum coating.
4. Piston Vacuum Pumps:
– Description: Piston pumps use reciprocating pistons to create a vacuum by compressing gas and then releasing it through valves. They can achieve high vacuum levels but may require lubrication.
– Applications: Piston vacuum pumps are used in applications requiring high vacuum levels, such as vacuum furnaces, freeze drying, and semiconductor manufacturing.
5. Turbo Molecular Vacuum Pumps:
– Description: Turbo pumps use high-speed rotating blades or impellers to create a molecular flow, continuously pumping gas molecules out of the system. They typically require a backing pump to operate.
– Applications: Turbo molecular pumps are used in high vacuum applications, such as semiconductor fabrication, research laboratories, and mass spectrometry.
6. Diffusion Vacuum Pumps:
– Description: Diffusion pumps rely on the diffusion of gas molecules and their subsequent removal by a high-speed jet of vapor. They operate at high vacuum levels and require a backing pump.
– Applications: Diffusion pumps are commonly used in applications requiring high vacuum levels, such as vacuum metallurgy, space simulation chambers, and particle accelerators.
7. Cryogenic Vacuum Pumps:
– Description: Cryogenic pumps use extremely low temperatures to condense and capture gas molecules, creating a vacuum. They rely on cryogenic fluids, such as liquid nitrogen or helium, for operation.
– Applications: Cryogenic vacuum pumps are used in ultra-high vacuum applications, such as particle physics research, material science, and fusion reactors.
These are just a few examples of the different types of vacuum pumps available. Each type has its advantages, limitations, and suitability for specific applications. The choice of vacuum pump depends on factors like required vacuum level, gas compatibility, reliability, cost, and the specific needs of the application.
editor by CX 2023-12-12
China supplier 5.5kw Oil Free IP54 Three Phase Electric Motor Ce Ring Air Blower Vacuum Pump vacuum pump ac system
Product Description
5.5kw Oil Free IP54 Three Phase Electric Motor Ring Blower vacuum pump
| Model | Stage/Phase | Frequency | Power | Voltage | Current | Airflow | Vacuum | Pressure | Noise | weight |
| Hz | KW | V | A | m3/h | mbar | mbar | db | KG | ||
| 2JM 810 H27 | Single/Three | 50 | 7.5 | 345-415△/600-720Y | 16.7△/9.6Y | 530 | -320 | 430 | 70 | 66 |
| 60 | 8.6 | 380-480△/660-720Y | 17.3△/10.0Y | 620 | -350 | 400 | 74 |
Other main product At 50Hz ( voltage can customize )
Application:
- Agriculture(Fish pond and aeration tanks)
- Beverage(bottle drying)
- Bio fuels/bio-gas system
- Food and vegetable processing
- Medical and Health service(Dental cart and dental vacuum)
- Package (Air knives blown-off / Labeling/Drying)
- Plastics/Rubber(Air knives blown-off/ Bottle blow moulding/ Extruder Degassing/Pneumatic conveying/ Thermoforming)
- Printing
- Paper and pulp/ paper converting
- Textile industry
- Transportation/Loading/Unloading(Pneumatic conveying/material handling)
- Water treatment/sewage treatment
- Woodworking(CNC Routing/bulk handling
Air Blowers Export Service:
18 months warranty
Professional engineer will help to recommend the most suitable models
after studying customers’ requirements,
OEM service available.
24 hours service online,you can touch us by email, , ,
7 days delivery time and safe shipment
Contact
| Material: | Aluminum |
|---|---|
| Usage: | Aeration |
| Flow Direction: | Centrifugal |
| Pressure: | High Pressure |
| Certification: | CE, CCC |
| Power: | 7.5kw |
| Customization: |
Available
|
|
|---|

Can Vacuum Pumps Be Used in the Aerospace Sector?
Vacuum pumps indeed have various applications in the aerospace sector. Here’s a detailed explanation:
Vacuum pumps play a crucial role in several areas of the aerospace industry, supporting various processes and systems. Some of the key applications of vacuum pumps in the aerospace sector include:
1. Space Simulation Chambers: Vacuum pumps are used in space simulation chambers to replicate the low-pressure conditions experienced in outer space. These chambers are utilized for testing and validating the performance and functionality of aerospace components and systems under simulated space conditions. Vacuum pumps create and maintain the necessary vacuum environment within these chambers, allowing engineers and scientists to evaluate the behavior and response of aerospace equipment in space-like conditions.
2. Propellant Management: In space propulsion systems, vacuum pumps are employed for propellant management. They help in the transfer, circulation, and pressurization of propellants, such as liquid rocket fuels or cryogenic fluids, in both launch vehicles and spacecraft. Vacuum pumps assist in creating the required pressure differentials for propellant flow and control, ensuring efficient and reliable operation of propulsion systems.
3. Environmental Control Systems: Vacuum pumps are utilized in the environmental control systems of aircraft and spacecraft. These systems are responsible for maintaining the desired atmospheric conditions, including temperature, humidity, and cabin pressure, to ensure the comfort, safety, and well-being of crew members and passengers. Vacuum pumps are used to regulate and control the cabin pressure, facilitating the circulation of fresh air and maintaining the desired air quality within the aircraft or spacecraft.
4. Satellite Technology: Vacuum pumps find numerous applications in satellite technology. They are used in the fabrication and testing of satellite components, such as sensors, detectors, and electronic devices. Vacuum pumps help create the necessary vacuum conditions for thin film deposition, surface treatment, and testing processes, ensuring the performance and reliability of satellite equipment. Additionally, vacuum pumps are employed in satellite propulsion systems to manage propellants and provide thrust for orbital maneuvers.
5. Avionics and Instrumentation: Vacuum pumps are involved in the production and testing of avionics and instrumentation systems used in aerospace applications. They facilitate processes such as thin film deposition, vacuum encapsulation, and vacuum drying, ensuring the integrity and functionality of electronic components and circuitry. Vacuum pumps are also utilized in vacuum leak testing, where they help create a vacuum environment to detect and locate any leaks in aerospace systems and components.
6. High Altitude Testing: Vacuum pumps are used in high altitude testing facilities to simulate the low-pressure conditions encountered at high altitudes. These testing facilities are employed for evaluating the performance and functionality of aerospace equipment, such as engines, materials, and structures, under simulated high altitude conditions. Vacuum pumps create and control the required low-pressure environment, allowing engineers and researchers to assess the behavior and response of aerospace systems in high altitude scenarios.
7. Rocket Engine Testing: Vacuum pumps are crucial in rocket engine testing facilities. They are utilized to evacuate and maintain the vacuum conditions in engine test chambers or nozzles during rocket engine testing. By creating a vacuum environment, these pumps simulate the conditions experienced by rocket engines in the vacuum of space, enabling accurate testing and evaluation of engine performance, thrust levels, and efficiency.
It’s important to note that aerospace applications often require specialized vacuum pumps capable of meeting stringent requirements, such as high reliability, low outgassing, compatibility with propellants or cryogenic fluids, and resistance to extreme temperatures and pressures.
In summary, vacuum pumps are extensively used in the aerospace sector for a wide range of applications, including space simulation chambers, propellant management, environmental control systems, satellite technology, avionics and instrumentation, high altitude testing, and rocket engine testing. They contribute to the development, testing, and operation of aerospace equipment, ensuring optimal performance, reliability, and safety.
Can Vacuum Pumps Be Used for Leak Detection?
Yes, vacuum pumps can be used for leak detection purposes. Here’s a detailed explanation:
Leak detection is a critical task in various industries, including manufacturing, automotive, aerospace, and HVAC. It involves identifying and locating leaks in a system or component that may result in the loss of fluids, gases, or pressure. Vacuum pumps can play a significant role in leak detection processes by creating a low-pressure environment and facilitating the detection of leaks through various methods.
Here are some ways in which vacuum pumps can be used for leak detection:
1. Vacuum Decay Method: The vacuum decay method is a common technique used for leak detection. It involves creating a vacuum in a sealed system or component using a vacuum pump and monitoring the pressure change over time. If there is a leak present, the pressure will gradually increase due to the ingress of air or gas. By measuring the rate of pressure rise, the location and size of the leak can be estimated. Vacuum pumps are used to evacuate the system and establish the initial vacuum required for the test.
2. Bubble Testing: Bubble testing is a simple and visual method for detecting leaks. In this method, the component or system being tested is pressurized with a gas, and then immersed in a liquid, typically soapy water. If there is a leak, the gas escaping from the component will form bubbles in the liquid, indicating the presence and location of the leak. Vacuum pumps can be used to create a pressure differential that forces gas out of the leak, making it easier to detect the bubbles.
3. Helium Leak Detection: Helium leak detection is a highly sensitive method used to locate extremely small leaks. Helium, being a small atom, can easily penetrate small openings and leaks. In this method, the system or component is pressurized with helium gas, and a vacuum pump is used to evacuate the surrounding area. A helium leak detector is then used to sniff or scan the area for the presence of helium, indicating the location of the leak. Vacuum pumps are essential for creating the low-pressure environment required for this method and ensuring accurate detection.
4. Pressure Change Testing: Vacuum pumps can also be used in pressure change testing for leak detection. This method involves pressurizing a system or component and then isolating it from the pressure source. The pressure is monitored over time, and any significant pressure drop indicates the presence of a leak. Vacuum pumps can be used to evacuate the system after pressurization, returning it to atmospheric pressure for comparison or retesting.
5. Mass Spectrometer Leak Detection: Mass spectrometer leak detection is a highly sensitive and precise method used to identify and quantify leaks. It involves introducing a tracer gas, usually helium, into the system or component being tested. A vacuum pump is used to evacuate the surrounding area, and a mass spectrometer is employed to analyze the gas samples for the presence of the tracer gas. This method allows for accurate detection and quantification of leaks down to very low levels. Vacuum pumps are crucial for creating the necessary vacuum conditions and ensuring reliable results.
In summary, vacuum pumps can be effectively used for leak detection purposes. They facilitate various leak detection methods such as vacuum decay, bubble testing, helium leak detection, pressure change testing, and mass spectrometer leak detection. Vacuum pumps create the required low-pressure environment, assist in evacuating the system or component being tested, and enable accurate and reliable leak detection. The choice of vacuum pump depends on the specific requirements of the leak detection method and the sensitivity needed for the application.

What Are the Primary Applications of Vacuum Pumps?
Vacuum pumps have a wide range of applications across various industries. Here’s a detailed explanation:
1. Industrial Processes:
Vacuum pumps play a vital role in numerous industrial processes, including:
– Vacuum Distillation: Vacuum pumps are used in distillation processes to lower the boiling points of substances, enabling separation and purification of various chemicals and compounds.
– Vacuum Drying: Vacuum pumps aid in drying processes by creating a low-pressure environment, which accelerates moisture removal from materials without excessive heat.
– Vacuum Packaging: Vacuum pumps are used in the food industry to remove air from packaging containers, prolonging the shelf life of perishable goods by reducing oxygen exposure.
– Vacuum Filtration: Filtration processes can benefit from vacuum pumps to enhance filtration rates by applying suction, facilitating faster separation of solids and liquids.
2. Laboratory and Research:
Vacuum pumps are extensively used in laboratories and research facilities for various applications:
– Vacuum Chambers: Vacuum pumps create controlled low-pressure environments within chambers for conducting experiments, testing materials, or simulating specific conditions.
– Mass Spectrometry: Mass spectrometers often utilize vacuum pumps to create the necessary vacuum conditions for ionization and analysis of samples.
– Freeze Drying: Vacuum pumps enable freeze-drying processes, where samples are frozen and then subjected to a vacuum, allowing the frozen water to sublimate directly from solid to vapor state.
– Electron Microscopy: Vacuum pumps are essential for electron microscopy techniques, providing the necessary vacuum environment for high-resolution imaging of samples.
3. Semiconductor and Electronics Industries:
High vacuum pumps are critical in the semiconductor and electronics industries for manufacturing and testing processes:
– Semiconductor Fabrication: Vacuum pumps are used in various stages of chip manufacturing, including deposition, etching, and ion implantation processes.
– Thin Film Deposition: Vacuum pumps create the required vacuum conditions for depositing thin films of materials onto substrates, as done in the production of solar panels, optical coatings, and electronic components.
– Leak Detection: Vacuum pumps are utilized in leak testing applications to detect and locate leaks in electronic components, systems, or pipelines.
4. Medical and Healthcare:
Vacuum pumps have several applications in the medical and healthcare sectors:
– Vacuum Assisted Wound Closure: Vacuum pumps are used in negative pressure wound therapy (NPWT), where they create a controlled vacuum environment to promote wound healing and removal of excess fluids.
– Laboratory Equipment: Vacuum pumps are essential in medical and scientific equipment such as vacuum ovens, freeze dryers, and centrifugal concentrators.
– Anesthesia and Medical Suction: Vacuum pumps are utilized in anesthesia machines and medical suction devices to create suction and remove fluids or gases from the patient’s body.
5. HVAC and Refrigeration:
Vacuum pumps are employed in the HVAC (Heating, Ventilation, and Air Conditioning) and refrigeration industries:
– Refrigeration and Air Conditioning Systems: Vacuum pumps are used during system installation, maintenance, and repair to evacuate moisture and air from refrigeration and air conditioning systems, ensuring efficient operation.
– Vacuum Insulation Panels: Vacuum pumps are utilized in the manufacturing of vacuum insulation panels, which offer superior insulation properties for buildings and appliances.
6. Power Generation:
Vacuum pumps play a role in power generation applications:
– Steam Condenser Systems: Vacuum pumps are used in power plants to remove non-condensable gases from steam condenser systems, improving thermal efficiency.
– Gas Capture: Vacuum pumps are utilized to capture and remove gases, such as hydrogen or helium, in nuclear power plants, research reactors, or particle accelerators.
These are just a few examples of the primary applications of vacuum pumps. The versatility and wide range of vacuum pump types make them essential in numerous industries, contributing to various manufacturing processes, research endeavors, and technological advancements.
editor by CX 2023-11-20
China manufacturer Mini DC Diaphragm Metering 6V Wear-Resistant Flat Head Vacuum Pump for Electric Breast Pump vacuum pump oil near me
Product Description
Product Description
Features
1. Life: Expected life span is >=30,000 Times(on 10s/off 5s).
2. Low noise: ≤60dB, far from 30cm distance.
3. Working conditions: Applying to indoor and outdoor under temperature 60 deg C.
4. Have suction function. can run continuously.
5. It can be powered directly by a Solar panel, DC electric source, or battery.
Dimensional drawing and working curve diagram
Widely used for Home appliances,medical,blackhead meters, breast pumps, vacuum packaging machines, massage
machines, foam hand sanitizers, teeth flushers and other products; household appliances, medical treatment, beauty,
massagers,adult products,Sphygmomanometers, Essential oil machines,Booster technology etc. Industries
We supply Full Customization Service, please contact us for the details.
Certifications
Our Advantages
FAQ
Do you accept OEM/ODM Service?
Yes, we have been the professional OEM/ODM supplier for many years.
What’s your main products?
Brushless dc water pump, drinking pump, solar pump, submersible pump, centrifugal pump, diaphragm pump, booster
pump, etc… for many years we develop the products with our client together, also customize the products they want.
How can I choose the pump?
We can study together for the using purpose, specification in the working condition, then we will suggest you the
most suitable 1 from our products range.
What’s your product MOQ?
We accept sample order, the MOQ can be negotiated.
How long is your delivery time?
Sample order within 1 week. Bulk order within 25 days. If the pumps in stock, within2 days.
How long is your warranty of pump?
Warranty is 1 year, can be repaired free of charge
What’s the payment method?
By Trade Assurance, Paypal, T/T, L/C, Western Union, etc…
What certificates have your pumps passed?
All our products have passed CE, RoHs, Reach. Parts of pumps met UL.
How do you ship the goods?
Shipping by express (sample order) and by air or by sea (bulk order). Pls contact us before order because the freight
fee base on quantity
What’s your port of loading?
HangZhou port, HangZhou port, HangZhou port, for other we can communicate it.
| After-sales Service: | 1 Year |
|---|---|
| Warranty: | 1 Year |
| Certification: | RoHS, CE |
| Rated Current: | 1-4A |
| Voltage: | Low Pressure |
| Material: | ABS |
| Samples: |
US$ 5/Piece
1 Piece(Min.Order) | |
|---|
| Customization: |
Available
|
|
|---|
What Is the Impact of Altitude on Vacuum Pump Performance?
The performance of vacuum pumps can be influenced by the altitude at which they are operated. Here’s a detailed explanation:
Altitude refers to the elevation or height above sea level. As the altitude increases, the atmospheric pressure decreases. This decrease in atmospheric pressure can have several effects on the performance of vacuum pumps:
1. Reduced Suction Capacity: Vacuum pumps rely on the pressure differential between the suction side and the discharge side to create a vacuum. At higher altitudes, where the atmospheric pressure is lower, the pressure differential available for the pump to work against is reduced. This can result in a decrease in the suction capacity of the vacuum pump, meaning it may not be able to achieve the same level of vacuum as it would at lower altitudes.
2. Lower Ultimate Vacuum Level: The ultimate vacuum level, which represents the lowest pressure that a vacuum pump can achieve, is also affected by altitude. As the atmospheric pressure decreases with increasing altitude, the ultimate vacuum level that can be attained by a vacuum pump is limited. The pump may struggle to reach the same level of vacuum as it would at sea level or lower altitudes.
3. Pumping Speed: Pumping speed is a measure of how quickly a vacuum pump can remove gases from a system. At higher altitudes, the reduced atmospheric pressure can lead to a decrease in pumping speed. This means that the vacuum pump may take longer to evacuate a chamber or system to the desired vacuum level.
4. Increased Power Consumption: To compensate for the decreased pressure differential and achieve the desired vacuum level, a vacuum pump operating at higher altitudes may require higher power consumption. The pump needs to work harder to overcome the lower atmospheric pressure and maintain the necessary suction capacity. This increased power consumption can impact energy efficiency and operating costs.
5. Efficiency and Performance Variations: Different types of vacuum pumps may exhibit varying degrees of sensitivity to altitude. Oil-sealed rotary vane pumps, for example, may experience more significant performance variations compared to dry pumps or other pump technologies. The design and operating principles of the vacuum pump can influence its ability to maintain performance at higher altitudes.
It’s important to note that vacuum pump manufacturers typically provide specifications and performance curves for their pumps based on standardized conditions, often at or near sea level. When operating a vacuum pump at higher altitudes, it is advisable to consult the manufacturer’s guidelines and consider any altitude-related limitations or adjustments that may be necessary.
In summary, the altitude at which a vacuum pump operates can have an impact on its performance. The reduced atmospheric pressure at higher altitudes can result in decreased suction capacity, lower ultimate vacuum levels, reduced pumping speed, and potentially increased power consumption. Understanding these effects is crucial for selecting and operating vacuum pumps effectively in different altitude environments.

Can Vacuum Pumps Be Used for Chemical Distillation?
Yes, vacuum pumps are commonly used in chemical distillation processes. Here’s a detailed explanation:
Chemical distillation is a technique used to separate or purify components of a mixture based on their different boiling points. The process involves heating the mixture to evaporate the desired component and then condensing the vapor to collect the purified substance. Vacuum pumps play a crucial role in chemical distillation by creating a reduced pressure environment, which lowers the boiling points of the components and enables distillation at lower temperatures.
Here are some key aspects of using vacuum pumps in chemical distillation:
1. Reduced Pressure: By creating a vacuum or low-pressure environment in the distillation apparatus, vacuum pumps lower the pressure inside the system. This reduction in pressure lowers the boiling points of the components, allowing distillation to occur at temperatures lower than their normal boiling points. This is particularly useful for heat-sensitive or high-boiling-point compounds that would decompose or become thermally degraded at higher temperatures.
2. Increased Boiling Point Separation: Vacuum distillation increases the separation between the boiling points of the components, making it easier to achieve a higher degree of purification. In regular atmospheric distillation, the boiling points of some components may overlap, leading to less effective separation. By operating under vacuum, the boiling points of the components are further apart, improving the selectivity and efficiency of the distillation process.
3. Energy Efficiency: Vacuum distillation can be more energy-efficient compared to distillation under atmospheric conditions. The reduced pressure lowers the required temperature for distillation, resulting in reduced energy consumption and lower operating costs. This is particularly advantageous when dealing with large-scale distillation processes or when distilling heat-sensitive compounds that require careful temperature control.
4. Types of Vacuum Pumps: Different types of vacuum pumps can be used in chemical distillation depending on the specific requirements of the process. Some commonly used vacuum pump types include:
– Rotary Vane Pumps: Rotary vane pumps are widely used in chemical distillation due to their ability to achieve moderate vacuum levels and handle various gases. They work by using rotating vanes to create chambers that expand and contract, enabling the pumping of gas or vapor.
– Diaphragm Pumps: Diaphragm pumps are suitable for smaller-scale distillation processes. They use a flexible diaphragm that moves up and down to create a vacuum and compress the gas or vapor. Diaphragm pumps are often oil-free, making them suitable for applications where avoiding oil contamination is essential.
– Liquid Ring Pumps: Liquid ring pumps can handle more demanding distillation processes and corrosive gases. They rely on a rotating liquid ring to create a seal and compress the gas or vapor. Liquid ring pumps are commonly used in chemical and petrochemical industries.
– Dry Screw Pumps: Dry screw pumps are suitable for high-vacuum distillation processes. They use intermeshing screws to compress and transport gas or vapor. Dry screw pumps are known for their high pumping speeds, low noise levels, and oil-free operation.
Overall, vacuum pumps are integral to chemical distillation processes as they create the necessary reduced pressure environment that enables distillation at lower temperatures. By using vacuum pumps, it is possible to achieve better separation, improve energy efficiency, and handle heat-sensitive compounds effectively. The choice of vacuum pump depends on factors such as the required vacuum level, the scale of the distillation process, and the nature of the compounds being distilled.
Can Vacuum Pumps Be Used in Laboratories?
Yes, vacuum pumps are extensively used in laboratories for a wide range of applications. Here’s a detailed explanation:
Vacuum pumps are essential tools in laboratory settings as they enable scientists and researchers to create and control vacuum or low-pressure environments. These controlled conditions are crucial for various scientific processes and experiments. Here are some key reasons why vacuum pumps are used in laboratories:
1. Evaporation and Distillation: Vacuum pumps are frequently used in laboratory evaporation and distillation processes. By creating a vacuum, they lower the boiling point of liquids, allowing for gentler and more controlled evaporation. This is particularly useful for heat-sensitive substances or when precise control over the evaporation process is required.
2. Filtration: Vacuum filtration is a common technique in laboratories for separating solids from liquids or gases. Vacuum pumps create suction, which helps draw the liquid or gas through the filter, leaving the solid particles behind. This method is widely used in processes such as sample preparation, microbiology, and analytical chemistry.
3. Freeze Drying: Vacuum pumps play a crucial role in freeze drying or lyophilization processes. Freeze drying involves removing moisture from a substance while it is in a frozen state, preserving its structure and properties. Vacuum pumps facilitate the sublimation of frozen water directly into vapor, resulting in the removal of moisture under low-pressure conditions.
4. Vacuum Ovens and Chambers: Vacuum pumps are used in conjunction with vacuum ovens and chambers to create controlled low-pressure environments for various applications. Vacuum ovens are used for drying heat-sensitive materials, removing solvents, or conducting reactions under reduced pressure. Vacuum chambers are utilized for testing components under simulated space or high-altitude conditions, degassing materials, or studying vacuum-related phenomena.
5. Analytical Instruments: Many laboratory analytical instruments rely on vacuum pumps to function properly. For example, mass spectrometers, electron microscopes, surface analysis equipment, and other analytical instruments often require vacuum conditions to maintain sample integrity and achieve accurate results.
6. Chemistry and Material Science: Vacuum pumps are employed in numerous chemical and material science experiments. They are used for degassing samples, creating controlled atmospheres, conducting reactions under reduced pressure, or studying gas-phase reactions. Vacuum pumps are also used in thin film deposition techniques like physical vapor deposition (PVD) and chemical vapor deposition (CVD).
7. Vacuum Systems for Experiments: In scientific research, vacuum systems are often designed and constructed for specific experiments or applications. These systems can include multiple vacuum pumps, valves, and chambers to create specialized vacuum environments tailored to the requirements of the experiment.
Overall, vacuum pumps are versatile tools that find extensive use in laboratories across various scientific disciplines. They enable researchers to control and manipulate vacuum or low-pressure conditions, facilitating a wide range of processes, experiments, and analyses. The choice of vacuum pump depends on factors such as required vacuum level, flow rate, chemical compatibility, and specific application needs.
editor by CX 2023-10-30
China Hot selling Electric Oil Free Small Vacuum Pump 500W Flow Rate Vacuum Pump Piston Type AC Vacuum Pump for Dental wholesaler
Product Description
Product Parameters
| ITEM NO | HC750A2-1 |
| Name | AC oil free vacuum pump |
| Packing | 1 pcs / carton case |
| Dimension | 271*128*216 mm |
| Weight | 10.6kg |
| vacuum flow rate | 120 L/min @-92Kpa : (One-Grade vacuum) 60 L/min @-98Kpa :(Two-Grade vacuum ) |
| Voltage | 220V 50Hz/110V 60Hz; |
| Power | 500W |
| Noise | ≤51dB(A) |
| Speed | 1440rpm / 1700rpm ; |
| Temperature | -5ºC-40ºC |
| Thermal protector | 135ºC |
| Accessories | With Power cord, handle, footpads, silencer |
Detailed Photos
Our Advantages
Company Profile
Our Customer
Certifications
Packaging & Shipping
FAQ
Q.1: What’s your factory address ? May I visit your factory ?
Our factory is located in HangZhou city, ZHangZhoug province, near to HangZhou, ZheJiang and HangZhou, about 2 hours by bus or train.Welcome to visit our factory.
Q.2: When I get my products, is there anything I should pay attention to ?
It need to clear the filter once every 2 months.
When use it, it need to handle with care and pay more attention to waterproof.
Q.3 : Can I buy the sample to test?
We are pleased to send the samples for your evaluation.And the samples shipping freight can be return back to you with next bulk order .
Q.4: Do you have test records of every pump?
We will inspect products 3 times before shipment and every pump have the test records. We will keep these test records to our quality traceability system about 3-5 years.
Test items : workmanship, air flow rate, power, vacuum pressure, current, noise, vibration , temperature and durability etc.
Q.5:How long is the life of the your pump?
“Quality is our culture”, our vacuum pump with long life (20000 hours ) and high quality ( stable air flow, import spare parts,
high workmanship etc ).
Q.6: What’s your warranty?
Our warranty is 2 years.It means that if our machine has any problems within 2 years, we will send you new 1 or free spare parts for your replacement.
Q.7: Question : How many years of your factory?
Our factory has the production experience more than 20 years.
We make main spare parts of vacum pump by ourselves (include the motor), so we can control the pumps quality very well
Q.8: Question: Can you produce products same/ similar with mine?
We have professional and experienced R & D team, so we can better serve customers to achieve high-end customization and development. We accept the ODM and OEM.
| After-sales Service: | Online Support |
|---|---|
| Warranty: | 2years |
| Oil or Not: | Oil Free |
| Structure: | Portable Vacuum Pump |
| Exhauster Method: | Piston Vacuum Pump |
| Vacuum Degree: | Vacuum |
| Samples: |
US$ 142/Piece
1 Piece(Min.Order) | |
|---|
| Customization: |
Available
|
|
|---|

Types of vacuum pumps
A vacuum pump is a device that draws gas molecules from a sealed volume and leaves a partial vacuum in its wake. Its job is to create a relative vacuum within a specific volume or volume. There are many types of vacuum pumps, including centrifugal, screw and diaphragm.
Forward centrifugal pump
Positive displacement centrifugal vacuum pumps are one of the most commonly used pump types in the oil and gas industry. Their efficiency is limited to a range of materials and can handle relatively high solids concentrations. However, using these pumps has some advantages over other types of pumps.
Positive displacement pumps have an enlarged cavity on the suction side and a reduced cavity on the discharge side. This makes them ideal for applications involving high viscosity fluids and high pressures. Their design makes it possible to precisely measure and control the amount of liquid pumped. Positive displacement pumps are also ideal for applications requiring precise metering.
Positive displacement pumps are superior to centrifugal pumps in several ways. They can handle higher viscosity materials than centrifuges. These pumps also operate at lower speeds than centrifugal pumps, which makes them more suitable for certain applications. Positive displacement pumps are also less prone to wear.
Positive displacement vacuum pumps operate by drawing fluid into a chamber and expanding it to a larger volume, then venting it to the atmosphere. This process happens several times per second. When maximum expansion is reached, the intake valve closes, the exhaust valve opens, and fluid is ejected. Positive displacement vacuum pumps are highly efficient and commonly used in many industries.
Self-priming centrifugal pump
Self-priming centrifugal pumps are designed with a water reservoir to help remove air from the pump. This water is then recirculated throughout the pump, allowing the pump to run without air. The water reservoir can be located above or in front of the impeller. The pump can then reserve water for the initial start.
The casing of the pump contains an increasingly larger channel forming a cavity retainer and semi-double volute. When water enters the pump through channel A, it flows back to the impeller through channels B-C. When the pump is started a second time, the water in the pump body will be recirculated back through the impeller. This recycling process happens automatically.
These pumps are available in a variety of models and materials. They feature special stainless steel castings that are corrosion and wear-resistant. They can be used in high-pressure applications and their design eliminates the need for inlet check valves and intermediate valves. They can also be equipped with long intake pipes, which do not require activation.
Self-priming centrifugal pumps are designed to run on their own, but there are some limitations. They cannot operate without a liquid source. A foot valve or external liquid source can help you start the self-priming pump.
Screw Pump
The mechanical and thermal characteristics of a screw vacuum pump are critical to its operation. They feature a small gap between the rotor and stator to minimize backflow and thermal growth. Temperature is a key factor in their performance, so they have an internal cooling system that uses water that circulates through the pump’s stator channels. The pump is equipped with a thermostatically controlled valve to regulate the water flow. Also includes a thermostatic switch for thermal control.
Screw vacuum pumps work by trapping gas in the space between the rotor and the housing. The gas is then moved to the exhaust port, where it is expelled at atmospheric pressure. The tapered discharge end of the screw further reduces the volume of gas trapped in the chamber. These two factors allow the pump to work efficiently and safely.
Screw vacuum pumps are designed for a variety of applications. In some applications, the pump needs to operate at very low pressures, such as when pumping large volumes of air. For this application, the SCREWLINE SP pump is ideal. Their low discharge temperature and direct pumping path ensure industrial process uptime. These pumps also feature non-contact shaft seals to reduce mechanical wear. Additionally, they feature a special cantilever bearing arrangement to eliminate potential sources of bearing failure and lubrication contamination.
Screw vacuum pumps use an air-cooled screw to generate a vacuum. They are compact, and clean, and have a remote monitoring system with built-in intelligence. By using the app, users can monitor pump performance remotely. 
Diaphragm Pump
Diaphragm vacuum pumps are one of the most common types of vacuum pumps found in laboratories and manufacturing facilities. The diaphragm is an elastomeric membrane held in place around the outer diameter. While it is not possible to seal a diaphragm vacuum pump, there are ways to alleviate the problems associated with this design.
Diaphragm vacuum pumps are versatile and can be used in a variety of clean vacuum applications. These pumps are commercially available with a built-in valve system, but they can also be modified to include one. Because diaphragm pumps are so versatile, it’s important to choose the right type for the job. Understanding how pumps work will help you match the right pump to the right application.
Diaphragm vacuum pumps offer a wide range of advantages, including an extremely long service life. Most diaphragm pumps can last up to ten thousand hours. However, they may be inefficient for processes that require deep vacuum, in which case alternative technologies may be required. Additionally, due to the physics of diaphragm pumps, the size of these pumps may be limited. Also, they are not suitable for high-speed pumping.
Diaphragm vacuum pumps are a versatile subset of laboratory pumps. They are popular for their oil-free construction and low maintenance operation. They are available in a variety of styles and have many optional features. In addition to low maintenance operation, they are chemically resistant and can be used with a variety of sample types. However, diaphragm pumps tend to have lower displacements than other vacuum pumps.
Atmospheric pressure is a key factor in a vacuum pump system
Atmospheric pressure is the pressure created by the collision of air molecules. The more they collide, the greater the pressure. This applies to pure gases and mixtures. When you measure atmospheric pressure, the pressure gauge reads about 14.7 psia. The higher the pressure, the greater the force on the gas molecules.
The gas entering the vacuum pump system is below atmospheric pressure and may contain entrained liquids. The mechanism of this process can be explained by molecular kinetic energy theory. The theory assumes that gas molecules in the atmosphere have high velocities. The resulting gas molecules will then start moving in random directions, colliding with each other and creating pressure on the walls of the vacuum vessel.
Atmospheric pressure is a critical factor in a vacuum pump system. A vacuum pump system is useless without proper atmospheric pressure measurement. The pressure in the atmosphere is the total pressure of all gases, including nitrogen and oxygen. Using total pressure instead of partial pressure can cause problems. The thermal conductivity of various gases varies widely, so working at full pressure can be dangerous.
When choosing a vacuum pump, consider its operating range. Some pumps operate at low atmospheric pressure, while others are designed to operate at high or ultra-high pressure. Different types of pumps employ different technologies that enhance their unique advantages. 
The screw pump is less efficient in pumping gases with smaller molecular weight
Vacuuming requires a high-quality pump. This type of pump must be able to pump gas of high purity and very low pressure. Screw pumps can be used in laboratory applications and are more efficient when pumping small molecular weight gases. Chemical resistance is critical to pump life. Chemical resistant materials are also available. Chemically resistant wetted materials minimize wear.
Gear pumps are more efficient than screw pumps, but are less efficient when pumping lower molecular weight gases. Gear pumps also require a larger motor to achieve the same pumping capacity. Compared to gear pumps, progressive cavity pumps also have lower noise levels and longer service life. In addition, gear pumps have a large footprint and are not suitable for tight spaces.
Progressive cavity pumps have two or three screws and a housing and side cover. They are also equipped with gears and bearings. Their mechanical design allows them to operate in high pressure environments with extremely low noise. The progressive cavity pump is a versatile pump that can be used in a variety of applications.
Dry screw compressors have different aspect ratios and can operate at high and low pressures. The maximum allowable differential pressure for screw compressors ranges from 0.4 MPa for 3/5 rotors to 1.5 MPa for 4/6 rotors. These numbers need to be determined on a case-by-case basis.
editor by CX 2023-05-10
China GM-0.5A 30LMin Lab Oil Free Electric Vacuum Diaphragm Pump wholesaler
Warranty: One particular Calendar year
Customized assist: OEM, ODM
Design Variety: GM-.5A
Application: Drinking water Remedy Remedies, H2o Remedy Options
Electricity Resource: Electrical
Stress: Minimal Pressure, ≥ thirty Psi
Framework: Diaphragm Pump
Voltage: 110/220V
Electrical power: 160W, 160W
Design: GM-.5A
Vacuum pump use: laboratory
Pump head: 1
Velocity of Evacuation: 30 L/Min
Vacuum pump stress: 100v-220v
Ultimate Pressure: ≥0.08Mpa
Vacuum: 200mbar
Packaging Information: Risk-free Packing(primarily based on client’s ask for)
Port: HangZhou or ZheJiang
WORNER LAB Diaphragm Vacuum Pump has the characteristics of steady oil totally free pumping , low sound stage , greater effectiveness ,prolonged life time . It is primarily utilized in medicinal products evaluation , business of fantastic substances , biochemical pharmacy , GWSPS75 Foodstuff and drug industry chinese skilled oil totally free vacuum pump foods examination, The criminal investigation technological innovation , and so forth . It is utilized with the precision chromatography instrument , the necessary of laboratory . This item is specially designed for laboratory , dependable and effortless to use . 1. Oil totally free,cleanse fatigued air by constructed- in filter .2. Automated cooling exhaust program guarantees 24 h procedure continuously.3. The force adjustable design can fulfill a particular selection of vacuum and fuel velocity.4. TEFLON surface treatment method, anti- gas corrosion. Merchandise Paramenters
| Model | GM-1.0A | GM-.50B | GM-.50A | GM-.33A | ||||
| Pumping pace:(L/Min) | 60 | 30 | 30 | 20 | ||||
| Ultimate Strain | ≥0.08Mpa | ≥0.095Mpa | ≥0.08Mpa | ≥ Brass sliding glass door rollers pulley wheels manufacturing unit cost nylon pulley wheel aluminium patio doorway rollers for sliding doorways .08Mpa | ||||
| Vacuum | 200mbar | 50mbar | 200mbar | 200mbar | ||||
| Pressure | ≥ thirty Psi | ≥ 30 Psi | ||||||
| Dimensions(mm) | 310×200×210 | 350x130x220 | 230×180×265 | 270×130×210 | ||||
| Motor Energy(w) | 160 | |||||||
| Inlet (mm) | φ6 | |||||||
| Outlet (mm) | Φ Agricultural Equipment Products With Tractor Front Loader six | Silencer | Φ6 | Silencer | ||||
| Working Temp°C | 7—40 | |||||||
| Pump Head | 2 | 2 | 1 | 1 | ||||
| Voltage Score | 110 or 220V | |||||||
| Noise Amount(dB) | <50 | <60 | <50 | |||||
| Temp of the body°C | <55 | |||||||
| Weight (Kg) | 10 | 10 | 7.5 | 7 | ||||
| Diaphragm | NBR | |||||||
| Valves | NBR | |||||||
| Remark:we have 2 types of diaphragm vacuum pump:Regular style and anti-corrosion style(PTFE) | ||||||||
Types of vacuum pumps
A vacuum pump is a device that draws gas molecules from a sealed volume and leaves a partial vacuum in its wake. Its job is to create a relative vacuum within a specific volume or volume. There are many types of vacuum pumps, including centrifugal, screw and diaphragm.
Forward centrifugal pump
Positive displacement centrifugal vacuum pumps are one of the most commonly used pump types in the oil and gas industry. Their efficiency is limited to a range of materials and can handle relatively high solids concentrations. However, using these pumps has some advantages over other types of pumps.
Positive displacement pumps have an enlarged cavity on the suction side and a reduced cavity on the discharge side. This makes them ideal for applications involving high viscosity fluids and high pressures. Their design makes it possible to precisely measure and control the amount of liquid pumped. Positive displacement pumps are also ideal for applications requiring precise metering.
Positive displacement pumps are superior to centrifugal pumps in several ways. They can handle higher viscosity materials than centrifuges. These pumps also operate at lower speeds than centrifugal pumps, which makes them more suitable for certain applications. Positive displacement pumps are also less prone to wear.
Positive displacement vacuum pumps operate by drawing fluid into a chamber and expanding it to a larger volume, then venting it to the atmosphere. This process happens several times per second. When maximum expansion is reached, the intake valve closes, the exhaust valve opens, and fluid is ejected. Positive displacement vacuum pumps are highly efficient and commonly used in many industries.
Self-priming centrifugal pump
Self-priming centrifugal pumps are designed with a water reservoir to help remove air from the pump. This water is then recirculated throughout the pump, allowing the pump to run without air. The water reservoir can be located above or in front of the impeller. The pump can then reserve water for the initial start.
The casing of the pump contains an increasingly larger channel forming a cavity retainer and semi-double volute. When water enters the pump through channel A, it flows back to the impeller through channels B-C. When the pump is started a second time, the water in the pump body will be recirculated back through the impeller. This recycling process happens automatically.
These pumps are available in a variety of models and materials. They feature special stainless steel castings that are corrosion and wear-resistant. They can be used in high-pressure applications and their design eliminates the need for inlet check valves and intermediate valves. They can also be equipped with long intake pipes, which do not require activation.
Self-priming centrifugal pumps are designed to run on their own, but there are some limitations. They cannot operate without a liquid source. A foot valve or external liquid source can help you start the self-priming pump.
Screw Pump
The mechanical and thermal characteristics of a screw vacuum pump are critical to its operation. They feature a small gap between the rotor and stator to minimize backflow and thermal growth. Temperature is a key factor in their performance, so they have an internal cooling system that uses water that circulates through the pump’s stator channels. The pump is equipped with a thermostatically controlled valve to regulate the water flow. Also includes a thermostatic switch for thermal control.
Screw vacuum pumps work by trapping gas in the space between the rotor and the housing. The gas is then moved to the exhaust port, where it is expelled at atmospheric pressure. The tapered discharge end of the screw further reduces the volume of gas trapped in the chamber. These two factors allow the pump to work efficiently and safely.
Screw vacuum pumps are designed for a variety of applications. In some applications, the pump needs to operate at very low pressures, such as when pumping large volumes of air. For this application, the SCREWLINE SP pump is ideal. Their low discharge temperature and direct pumping path ensure industrial process uptime. These pumps also feature non-contact shaft seals to reduce mechanical wear. Additionally, they feature a special cantilever bearing arrangement to eliminate potential sources of bearing failure and lubrication contamination.
Screw vacuum pumps use an air-cooled screw to generate a vacuum. They are compact, and clean, and have a remote monitoring system with built-in intelligence. By using the app, users can monitor pump performance remotely.
Diaphragm Pump
Diaphragm vacuum pumps are one of the most common types of vacuum pumps found in laboratories and manufacturing facilities. The diaphragm is an elastomeric membrane held in place around the outer diameter. While it is not possible to seal a diaphragm vacuum pump, there are ways to alleviate the problems associated with this design.
Diaphragm vacuum pumps are versatile and can be used in a variety of clean vacuum applications. These pumps are commercially available with a built-in valve system, but they can also be modified to include one. Because diaphragm pumps are so versatile, it’s important to choose the right type for the job. Understanding how pumps work will help you match the right pump to the right application.
Diaphragm vacuum pumps offer a wide range of advantages, including an extremely long service life. Most diaphragm pumps can last up to ten thousand hours. However, they may be inefficient for processes that require deep vacuum, in which case alternative technologies may be required. Additionally, due to the physics of diaphragm pumps, the size of these pumps may be limited. Also, they are not suitable for high-speed pumping.
Diaphragm vacuum pumps are a versatile subset of laboratory pumps. They are popular for their oil-free construction and low maintenance operation. They are available in a variety of styles and have many optional features. In addition to low maintenance operation, they are chemically resistant and can be used with a variety of sample types. However, diaphragm pumps tend to have lower displacements than other vacuum pumps.
Atmospheric pressure is a key factor in a vacuum pump system
Atmospheric pressure is the pressure created by the collision of air molecules. The more they collide, the greater the pressure. This applies to pure gases and mixtures. When you measure atmospheric pressure, the pressure gauge reads about 14.7 psia. The higher the pressure, the greater the force on the gas molecules.
The gas entering the vacuum pump system is below atmospheric pressure and may contain entrained liquids. The mechanism of this process can be explained by molecular kinetic energy theory. The theory assumes that gas molecules in the atmosphere have high velocities. The resulting gas molecules will then start moving in random directions, colliding with each other and creating pressure on the walls of the vacuum vessel.
Atmospheric pressure is a critical factor in a vacuum pump system. A vacuum pump system is useless without proper atmospheric pressure measurement. The pressure in the atmosphere is the total pressure of all gases, including nitrogen and oxygen. Using total pressure instead of partial pressure can cause problems. The thermal conductivity of various gases varies widely, so working at full pressure can be dangerous.
When choosing a vacuum pump, consider its operating range. Some pumps operate at low atmospheric pressure, while others are designed to operate at high or ultra-high pressure. Different types of pumps employ different technologies that enhance their unique advantages.
The screw pump is less efficient in pumping gases with smaller molecular weight
Vacuuming requires a high-quality pump. This type of pump must be able to pump gas of high purity and very low pressure. Screw pumps can be used in laboratory applications and are more efficient when pumping small molecular weight gases. Chemical resistance is critical to pump life. Chemical resistant materials are also available. Chemically resistant wetted materials minimize wear.
Gear pumps are more efficient than screw pumps, but are less efficient when pumping lower molecular weight gases. Gear pumps also require a larger motor to achieve the same pumping capacity. Compared to gear pumps, progressive cavity pumps also have lower noise levels and longer service life. In addition, gear pumps have a large footprint and are not suitable for tight spaces.
Progressive cavity pumps have two or three screws and a housing and side cover. They are also equipped with gears and bearings. Their mechanical design allows them to operate in high pressure environments with extremely low noise. The progressive cavity pump is a versatile pump that can be used in a variety of applications.
Dry screw compressors have different aspect ratios and can operate at high and low pressures. The maximum allowable differential pressure for screw compressors ranges from 0.4 MPa for 3/5 rotors to 1.5 MPa for 4/6 rotors. These numbers need to be determined on a case-by-case basis.
editor by czh 2023-02-15
China Electric vacuum pump High HVAC Single Stage Dual Stage Mini Rotary Vane Air AC Vacuum Pump vacuum pump oil near me
Guarantee: 1years
Tailored assist: OEM, ODM
Product Variety: VP/2VP
Software: Other
Energy Source: Electric
Strain: High Force
Composition: Solitary Stage
Cable Length: other
Outlet Dimension: other
Voltage: 220V~/50Hz 110V~/60Hz, 220V/110V
Power: 1/four
motor: other
Utilization: Air Pump
Normal or Nonstandard: Normal
Inlet Port: 1/4
Frequency: 50HZ/60HZ
Packing: For each buyer calls for
Gasoline: Electric power
Packaging Particulars: Normal Packing or Customizing
Port: HangZhou
| Model | VP-1K | VP-1.5K | VP-2K | VP-3K | VP-4K | ||
| Flow Fee | 220V~/50Hz | 2CFM | 3CFM | 4CFM | 6CFM | 8CFM | |
| 60L/min | 90L/min | 120L/min | 180L/min | 240L/min | |||
| 110V~/60Hz | 2.4CFM | 3.6CFM | 4.8CFM | 7.2CFM | 9.6CFM | ||
| 72L/min | 108L/min | 144L/min | 216L/min | 288L/min | |||
| Ultimate Vacuum | Partial Stress | 0.8Pa | 0.8Pa | 0.8Pa | 0.8Pa | 0.8Pa | |
| Total Force | 60microns | 60microns | 60microns | 60microns | 60microns | ||
| Power | 1/4HP | 1/4HP | 1/3HP | 1/2HP | 3/4HP | ||
| Rotating Pace (r/min) | 220V-/50Hz | 1400 | 1400 | 1440 | 1440 | 1440 | |
| 110V-/60Hz | 1720 | 1720 | 1720 | 1720 | 1720 | ||
| InletPort | 1/4″SAE | 1/4″SAE | 1/4″SAE | 1/4″ Best Quality Most Common Fecal Vacuum Pump Electric High Strain Multistage Air Pump Standard SAE | 1/4″SAE | ||
| OilCapacity | 250ml | 200ml | 250ml | 400ml | 650ml | ||
| Dimensions(mm) | 285x122x218 | 285x122x218 | 313x122x230 | 345x137x243 | 392x143x254 | ||
| Weight | 5.1Kg | 6.2Kg | 8Kg | 9.8Kg | 14.5Kg | ||
| Model | 2VP-1K | 2VP-2K | 2VP-3K | 2VP-4K | ||
| Flow Fee | 220V~/50Hz | 2CFM | 4CFM | 6CFM | 8CFM | |
| 60L/min | 120L/min | 180L/min | 240L/min | |||
| 110V~/60Hz | 2.4CFM | 4.8CFM | 7.2CFM | 9.6CFM | ||
| 72L/min | 144L/min | 216L/min | 288L/min | |||
| Ultimate Vacuum | Partial Stress | 2×10-1Pa | 2×10-1Pa | 2×10-1Pa | 2×10-1Pa | |
| Total Pressure | 15microns | 15microns | 15microns | 15microns | ||
| Power | 1/3HP | 1/2HP | 3/4HP | 1HP | ||
| Rotating Pace (r/min) | 220V-/50Hz | 1400 | 1400 | 1440 | 1440 | |
| 110V-/60Hz | 1720 | 1720 | 1720 | 1720 | ||
| InletPort | 1/4″SAE | 1/4″SAE | 1/4″SAE | 1/4″SAE | ||
| OilCapacity | 250ml | 350ml | 600ml | 580ml | ||
| Dimensions(mm) | 313x122x230 | 345x137x243 | 392x143x254 | 392x143x254 | ||
| Weight | 8.5Kg | 10.5Kg | 16Kg | 17Kg | ||
| Model | VP-1(A/B) | VP-1.5(A/B) | VP-2(A/B) | VP-2.5(A/B) | VP-3(A/B) | VP-4(A/B) | VP-5(A/B) | ||
| Flow Price | 220V~/50Hz | 1.5CFM | 2.5CFM | 3.5CFM | 4.5CFM | 6CFM | 8CFM | 10CFM | |
| 42L/min | 70L/min | 100L/min | 128L/min | 170L/min | 226L/min | 283L/min | |||
| 110V~/60Hz | 1.8CFM | 3CFM | 4CFM | 5CFM | 7CFM | 9CFM | 12CFM | ||
| 50L/min | 84L/min | 114L/min | 142L/min | 198L/min | 254L/min | 340L/min | |||
| Ultimate Vacuum | Partial Stress | 5Pa | 5Pa | 5Pa | 5Pa | 5Pa | 5Pa | 5Pa | |
| Total Stress | 150microns | 150microns | 150microns | 150microns | 150microns | 150microns | 150microns | ||
| Power | 1/4HP | 1/4HP | 1/3HP | 1/3HP | 1/2HP | 3/4HP | 1HP | ||
| InletPort | 1/4″ Agricultural excellent issue massey 291 multifunctional agricol 4 wheel push for sale Flare | 1/4″Flare | 1/4″Flare | 1/4″Flare | 1/4″&3/8″ Good quality four-wheel push tractor Circumstance 125A agricultural next hand tractor Flare | 1/4″&3/8″Flare | 1/4″&3/8″ Substantial strength solitary sheave shackle sort Marine wooden pulley standard wood snatch Block Flare | ||
| OilCapacity | 320ml | 300ml | 350ml | 350ml | 450ml | 700ml | 800ml | ||
| Dimensions(mm) | 270x119x216 | 270x119x216 | 278x119x216 | 278x119x216 | 320x134x242 | 370x140x250 | 390x140x250 | ||
| Weight | 5.3Kg | 5.5Kg | 6.5Kg | 6.8Kg | 10Kg | 14Kg | 14.5Kg | ||
Types of vacuum pumps
A vacuum pump is a device that draws gas molecules from a sealed volume and maintains a partial vacuum. Its job is to create a vacuum in a volume, usually one of several. There are several types of vacuum pumps, such as root pumps, diaphragm pumps, rotary piston pumps, and self-priming centrifugal pumps.
The diaphragm pump is a dry positive displacement vacuum pump
Diaphragm pumps are a versatile type of vacuum pump. They can be installed in a variety of scenarios including container emptying, positive suction, and simultaneous fluid mixing. Their performance depends on the stiffness and durability of the diaphragm, which in turn depends on the material.
They have good performance when running in dry mode. Diaphragm pumps work very similarly to the human heart, which is why they are often used to create artificial hearts. In addition, the diaphragm pump is self-priming and has high efficiency. They are also capable of handling the most viscous liquids and are used in almost all industries.
However, this type of pump has several disadvantages. One of them is that they are difficult to restart after a power outage. Another disadvantage is that they can generate a lot of heat. Fortunately, this heat is carried away by airflow. However, this heat builds up in the multistage pump. If this happens, the diaphragm or motor may be damaged. Diaphragm pumps operating in two or more stages should be fitted with solenoid valves to maintain vacuum stability.
Diaphragm pumps are a good choice for drying processes where hygiene is important. These pumps have check valves and rubber or Teflon diaphragms. Diaphragm pumps are also ideal for high viscosity applications where shear sensitivity is important. 
Roots pumps are dry method centrifugal pumps
Roots pumps use a vane rotor pump with two counter-rotating vanes that move in opposite directions to move the gas. They are often the first choice for high-throughput process applications. Depending on the size and number of blades, they can withstand up to 10 Torr.
Centrifugal pumps have several advantages, including the ability to handle corrosive fluids and high temperatures. However, when choosing a pump, it is essential to choose a reputable manufacturer. These companies will be able to advise you on the best pump design for your needs and provide excellent after-sales support. Roots pumps can be used in a wide range of industrial applications including chemical, food, and biotechnology.
The Roots pump is a dry centrifugal pump whose geometry enables it to achieve high compression ratios. The screw rotors are synchronized by a set of timing gears that allow gas to pass in both directions and create a compressed state in the chamber. The pre-compressed gas is discharged through a pressure connection and cooled with water. Some pumps are also able to accept additional cooling gas, but this should be done with caution.
The size of the impeller plays an important role in determining the pump head. The impeller diameter determines how high the pump can lift the liquid. Impeller speed also affects the head. Since the head is proportional to the specific gravity of the liquid, the available suction pressure will be proportional to the density of the liquid. The density of water is about 1.2 kg/m3, and the suction pressure of the centrifugal pump is not enough to lift the water.
The rotary vane pump is a self-priming centrifugal pump
A rotary vane pump is a centrifugal pump with a circular pump head and a cycloid cam that supports the rotor. The rotor is close to the cam wall, and two side plates seal the rotor. Vanes in vane pumps are installed in these cavities, and the rotor rotates at high speed, pushing fluid in and out of the pump. The pump offers several advantages, including a reversible design and the ability to handle a wide variety of clean fluids.
Agknx Pumps manufactures a wide range of vane pumps that combine high performance, low cost, and easy maintenance. These pumps handle medium to high viscosity liquids up to 500 degrees Fahrenheit and 200,000 SSU.
The suction side of the rotary vane pump has a discharge port, and the valve prevents the backflow of the discharge air. When the maximum pressure is reached, the outlet valve closes to prevent the backflow of exhaust gas. The mechanical separation step separates the oil from the gas in the pump circuit and returns the remaining oil particles to the sump. The float valve then reintroduces these oil particles into the oil circuit of the pump. The gas produced is almost oil-free and can be blown out of a pipe or hose.
Rotary vane pumps are self-priming positive displacement pumps commonly used in hydraulic, aeration, and vacuum systems. Unlike gear pumps, rotary vane pumps can maintain high-pressure levels while using relatively low suction pressures. The pump is also very effective when pumping viscous or high-viscosity liquids. 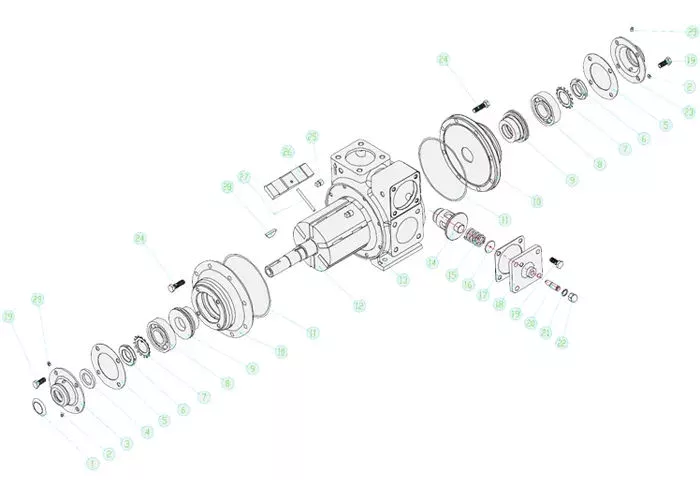
Rotary piston pumps are dry method positive displacement pumps
Rotary piston pumps are dry positive displacement pumps designed to deliver high-viscosity fluids. They are capable of pumping a variety of liquids and can run dry without damaging the liquid. Rotary piston pumps are available in a variety of designs. Some are single shafts, some are two shafts and four bearings.
Positive displacement pumps operate slower than centrifugal pumps. This feature makes the positive displacement pump more sensitive to wear. Piston and plunger reciprocating pumps are particularly prone to wear. For more demanding applications, progressive cavity, diaphragm or lobe pumps may be a better choice.
Positive displacement pumps are typically used to pump high-viscosity fluids. This is because the pump relies on a mechanical seal between the rotating elements and the pump casing. As a result, when fluids have low viscosity, their performance is limited. Additionally, low viscosity fluids can cause valve slippage.
These pumps have a piston/plunger arrangement using stainless steel rotors. Piston/piston pumps have two cavities on the suction side. The fluid then flows from one chamber to the other through a helical motion. This results in very low shear and pulsation rates. The pump is usually installed in a cylindrical housing.
Rotary vane pump corrosion resistance
Rotary vane vacuum pumps are designed for use in a variety of industries. They feature plasma-treated corrosion-resistant parts and anti-suck-back valves to help reduce the number of corrosive vapors entering the pump. These pumps are commonly used in freeze dryers, vacuum ovens, and degassing processes. The high flow rates they provide in their working vacuum allow them to speed up processes and reduce the time it takes to run them. Plus, they have energy-efficient motors and silent volume. <br/While rotary vane vacuum pumps are relatively corrosion resistant, they should not be used for aggressive chemicals. For these chemicals, the most suitable pump is the chemical mixing pump, which combines two types of pumps to improve corrosion resistance. If the application requires a more powerful pump, a progressive cavity pump (eg VACUU*PURE 10C) is suitable.
Oil seals used in rotary vane pumps are important to pump performance. The oil seal prevents corrosion of the aluminum parts of the rotary vane pump and prolongs the service life. Most rotary vane vacuum pumps have a standard set of components, although each component may have different oil seals.
Rotary vane vacuum pumps are the most common type of positive displacement pump. They provide quiet operation and long service life. They are also reliable and inexpensive and can be used in a variety of applications. 
Roots pumps are primarily used as a vacuum booster
Root vacuum pumps are mainly used as vacuum boosters in industrial applications. They need a thorough understanding of operating principles and proper maintenance to function properly. This course is an introduction to Roots vacuum pumps, covering topics such as pump principles, multi-stage pumps, temperature effects, gas cooling, and maintenance.
Roots pumps have many advantages, including compact and quiet operation. They do not generate particles and have a long service life. They also don’t require oil and have a small footprint. However, Roots pumps have several disadvantages, including relatively high maintenance costs and low pumping speeds near atmospheric pressure.
Root vacuum pumps are often used with rotary vane vacuum pumps. They work on the same principle, the air enters a conveying unit formed by two rolling pistons in the housing. The piston heads are separated from each other, and the air passes through the unit without being reduced until it is discharged. When the air in the next unit reaches a higher absolute pressure, it is expelled from the last unit.
Roots pumps can be classified as sheathed or sealed. Roots pumps with sealed motors are suitable for pumping toxic gases. They have less clearance between the stator and motor rotor and have a sealed tank.
editor by czh 2023-02-15
China Mini Air Vacuum Pump Oil Free 12V 24V Electric Diaphragm Pump vacuum pump
Product Description
Requirements
| NO. | Product | Specs |
| one | Dimension and fat | 144mmx213.8mmx147.3mm 2.1kg |
| 2 | Exterior diameter of outlet | 32mm |
| three | Exterior diameter of inlet | 32mm |
| four | Driving system | Brush-much less, magnetic isolated design |
| five | Materials of pump shell | Abdominal muscles,PES/SPS/PPS/PA66+thirty%GF (Optional) |
| six | Condition of use | Can constantly operate, submersible or land use (not self-priming) |
| 7 | Appropriate medium | Drinking water, oil, or typical acid/ alkaline liquids |
| eight | Max working temperature | 120ºC three-stage pump with controller inside for submersible installation three-section pump with controller within for nonsubmersible installation |
| 9 | Power consumption | 80W/120W |
| 10 | Rated voltage | 12Vdc or 24Vdc |
| eleven | Doing work voltage selection | 5Vdc ~ 14Vdc or 5Vdc ~ 26Vdc |
| 12 | Max load existing | six.6A/5A |
| thirteen | Max horizontal movement price | 3800L/H 4600L/H |
| fourteen | Max static raise | 8M/11M |
| 15 | Sounds course | <40dB |
| sixteen | Waterproof course | IP68(suitable for submersible installation) |
| 17 | Life span | >30,000hrsIP68(suited for submersible installation) |
| 18 | Electrical power source | Ideal solar panel, batteries, adapter or other energy source |
| 19 | Security purpose | Dry-operate protection, lock defense(tailored operate) |
| twenty | Energy regulation perform | Pace adjustable by PWM signal, ~5V analog signal or potentiometer (capabilities are optional for customization) |
| 22 | Function |
|
Electrical parameters (only for reference,parameters can be custom-made for distinct needs)
| Product No. | Voltage | Max load current | Max static lift | Max stream fee | Power consumption |
| V(dc) | A | M | L/H | w | |
| DC80E-1280S | 12 | 6.6 | 8 | 3800 | 80 |
| DC80E-1280A | |||||
| DC80E-24110S | 24 | 5 | 11 | 4600 | 120 |
| DC80E-24110A | |||||
| NOTE |
|
||||
Circulation charge-Head Curve
Dimensions of pump
manufacturing check
Exploded diagram of the product
| Max.Head: | 11m |
|---|---|
| Max.Capacity: | 80L/Min |
| Driving Type: | Magnetic |
| Material: | ABS,Pes/Sps/PPS/PA66+30%GF (Optional) |
| Structure: | Single-stage Pump |
| Assembly: | Liquid Pumps |
###
| Samples: |
US$ 68/Piece
1 Piece(Min.Order) |
|---|
###
| Customization: |
Available
|
|---|
###
| NO. | Item | Specs |
| 1 | Dimension and weight | 144mmx213.8mmx147.3mm; 2.1kg |
| 2 | External diameter of outlet | 32mm |
| 3 | External diameter of inlet | 32mm |
| 4 | Driving mechanism | Brush-less, magnetic isolated design |
| 5 | Material of pump shell | ABS,PES/SPS/PPS/PA66+30%GF (Optional) |
| 6 | Condition of use | Can continuously work, submersible or land use (not self-priming) |
| 7 | Suitable medium | Water, oil, or normal acid/ alkaline liquids |
| 8 | Max working temperature | 120ºC 3-phase pump with controller inside for submersible installation 3-phase pump with controller inside for nonsubmersible installation |
| 9 | Power consumption | 80W/120W |
| 10 | Rated voltage | 12Vdc or 24Vdc |
| 11 | Working voltage range | 5Vdc ~ 14Vdc or 5Vdc ~ 26Vdc |
| 12 | Max load current | 6.6A/5A |
| 13 | Max horizontal flow rate | 3800L/H 4600L/H |
| 14 | Max static lift | 8M/11M |
| 15 | Noise class | <40dB |
| 16 | Waterproof class | IP68(suitable for submersible installation) |
| 17 | Life span | >30,000hrsIP68(suitable for submersible installation) |
| 18 | Power supply | Suitable solar panel, batteries, adapter or other power source |
| 19 | Protection function | Dry-run protection, lock protection(customized function) |
| 20 | Power regulation function | Speed adjustable by PWM signal, 0~5V analog signal or potentiometer (functions are optional for customization) |
| 22 | Feature |
|
###
| Model No. | Voltage | Max load current | Max static lift | Max flow rate | Power consumption |
| V(dc) | A | M | L/H | w | |
| DC80E-1280S | 12 | 6.6 | 8 | 3800 | 80 |
| DC80E-1280A | |||||
| DC80E-24110S | 24 | 5 | 11 | 4600 | 120 |
| DC80E-24110A | |||||
| NOTE |
|
||||
| Max.Head: | 11m |
|---|---|
| Max.Capacity: | 80L/Min |
| Driving Type: | Magnetic |
| Material: | ABS,Pes/Sps/PPS/PA66+30%GF (Optional) |
| Structure: | Single-stage Pump |
| Assembly: | Liquid Pumps |
###
| Samples: |
US$ 68/Piece
1 Piece(Min.Order) |
|---|
###
| Customization: |
Available
|
|---|
###
| NO. | Item | Specs |
| 1 | Dimension and weight | 144mmx213.8mmx147.3mm; 2.1kg |
| 2 | External diameter of outlet | 32mm |
| 3 | External diameter of inlet | 32mm |
| 4 | Driving mechanism | Brush-less, magnetic isolated design |
| 5 | Material of pump shell | ABS,PES/SPS/PPS/PA66+30%GF (Optional) |
| 6 | Condition of use | Can continuously work, submersible or land use (not self-priming) |
| 7 | Suitable medium | Water, oil, or normal acid/ alkaline liquids |
| 8 | Max working temperature | 120ºC 3-phase pump with controller inside for submersible installation 3-phase pump with controller inside for nonsubmersible installation |
| 9 | Power consumption | 80W/120W |
| 10 | Rated voltage | 12Vdc or 24Vdc |
| 11 | Working voltage range | 5Vdc ~ 14Vdc or 5Vdc ~ 26Vdc |
| 12 | Max load current | 6.6A/5A |
| 13 | Max horizontal flow rate | 3800L/H 4600L/H |
| 14 | Max static lift | 8M/11M |
| 15 | Noise class | <40dB |
| 16 | Waterproof class | IP68(suitable for submersible installation) |
| 17 | Life span | >30,000hrsIP68(suitable for submersible installation) |
| 18 | Power supply | Suitable solar panel, batteries, adapter or other power source |
| 19 | Protection function | Dry-run protection, lock protection(customized function) |
| 20 | Power regulation function | Speed adjustable by PWM signal, 0~5V analog signal or potentiometer (functions are optional for customization) |
| 22 | Feature |
|
###
| Model No. | Voltage | Max load current | Max static lift | Max flow rate | Power consumption |
| V(dc) | A | M | L/H | w | |
| DC80E-1280S | 12 | 6.6 | 8 | 3800 | 80 |
| DC80E-1280A | |||||
| DC80E-24110S | 24 | 5 | 11 | 4600 | 120 |
| DC80E-24110A | |||||
| NOTE |
|
||||
Types of vacuum pumps
A vacuum pump is a device that draws gas molecules from a sealed volume and maintains a partial vacuum. Its job is to create a vacuum in a volume, usually one of several. There are several types of vacuum pumps, such as root pumps, diaphragm pumps, rotary piston pumps, and self-priming centrifugal pumps.
The diaphragm pump is a dry positive displacement vacuum pump
Diaphragm pumps are a versatile type of vacuum pump. They can be installed in a variety of scenarios including container emptying, positive suction, and simultaneous fluid mixing. Their performance depends on the stiffness and durability of the diaphragm, which in turn depends on the material.
They have good performance when running in dry mode. Diaphragm pumps work very similarly to the human heart, which is why they are often used to create artificial hearts. In addition, the diaphragm pump is self-priming and has high efficiency. They are also capable of handling the most viscous liquids and are used in almost all industries.
However, this type of pump has several disadvantages. One of them is that they are difficult to restart after a power outage. Another disadvantage is that they can generate a lot of heat. Fortunately, this heat is carried away by airflow. However, this heat builds up in the multistage pump. If this happens, the diaphragm or motor may be damaged. Diaphragm pumps operating in two or more stages should be fitted with solenoid valves to maintain vacuum stability.
Diaphragm pumps are a good choice for drying processes where hygiene is important. These pumps have check valves and rubber or Teflon diaphragms. Diaphragm pumps are also ideal for high viscosity applications where shear sensitivity is important.
Roots pumps are dry method centrifugal pumps
Roots pumps use a vane rotor pump with two counter-rotating vanes that move in opposite directions to move the gas. They are often the first choice for high-throughput process applications. Depending on the size and number of blades, they can withstand up to 10 Torr.
Centrifugal pumps have several advantages, including the ability to handle corrosive fluids and high temperatures. However, when choosing a pump, it is essential to choose a reputable manufacturer. These companies will be able to advise you on the best pump design for your needs and provide excellent after-sales support. Roots pumps can be used in a wide range of industrial applications including chemical, food, and biotechnology.
The Roots pump is a dry centrifugal pump whose geometry enables it to achieve high compression ratios. The screw rotors are synchronized by a set of timing gears that allow gas to pass in both directions and create a compressed state in the chamber. The pre-compressed gas is discharged through a pressure connection and cooled with water. Some pumps are also able to accept additional cooling gas, but this should be done with caution.
The size of the impeller plays an important role in determining the pump head. The impeller diameter determines how high the pump can lift the liquid. Impeller speed also affects the head. Since the head is proportional to the specific gravity of the liquid, the available suction pressure will be proportional to the density of the liquid. The density of water is about 1.2 kg/m3, and the suction pressure of the centrifugal pump is not enough to lift the water.
The rotary vane pump is a self-priming centrifugal pump
A rotary vane pump is a centrifugal pump with a circular pump head and a cycloid cam that supports the rotor. The rotor is close to the cam wall, and two side plates seal the rotor. Vanes in vane pumps are installed in these cavities, and the rotor rotates at high speed, pushing fluid in and out of the pump. The pump offers several advantages, including a reversible design and the ability to handle a wide variety of clean fluids.
Agknx Pumps manufactures a wide range of vane pumps that combine high performance, low cost, and easy maintenance. These pumps handle medium to high viscosity liquids up to 500 degrees Fahrenheit and 200,000 SSU.
The suction side of the rotary vane pump has a discharge port, and the valve prevents the backflow of the discharge air. When the maximum pressure is reached, the outlet valve closes to prevent the backflow of exhaust gas. The mechanical separation step separates the oil from the gas in the pump circuit and returns the remaining oil particles to the sump. The float valve then reintroduces these oil particles into the oil circuit of the pump. The gas produced is almost oil-free and can be blown out of a pipe or hose.
Rotary vane pumps are self-priming positive displacement pumps commonly used in hydraulic, aeration, and vacuum systems. Unlike gear pumps, rotary vane pumps can maintain high-pressure levels while using relatively low suction pressures. The pump is also very effective when pumping viscous or high-viscosity liquids.
Rotary piston pumps are dry method positive displacement pumps
Rotary piston pumps are dry positive displacement pumps designed to deliver high-viscosity fluids. They are capable of pumping a variety of liquids and can run dry without damaging the liquid. Rotary piston pumps are available in a variety of designs. Some are single shafts, some are two shafts and four bearings.
Positive displacement pumps operate slower than centrifugal pumps. This feature makes the positive displacement pump more sensitive to wear. Piston and plunger reciprocating pumps are particularly prone to wear. For more demanding applications, progressive cavity, diaphragm or lobe pumps may be a better choice.
Positive displacement pumps are typically used to pump high-viscosity fluids. This is because the pump relies on a mechanical seal between the rotating elements and the pump casing. As a result, when fluids have low viscosity, their performance is limited. Additionally, low viscosity fluids can cause valve slippage.
These pumps have a piston/plunger arrangement using stainless steel rotors. Piston/piston pumps have two cavities on the suction side. The fluid then flows from one chamber to the other through a helical motion. This results in very low shear and pulsation rates. The pump is usually installed in a cylindrical housing.
Rotary vane pump corrosion resistance
Rotary vane vacuum pumps are designed for use in a variety of industries. They feature plasma-treated corrosion-resistant parts and anti-suck-back valves to help reduce the number of corrosive vapors entering the pump. These pumps are commonly used in freeze dryers, vacuum ovens, and degassing processes. The high flow rates they provide in their working vacuum allow them to speed up processes and reduce the time it takes to run them. Plus, they have energy-efficient motors and silent volume. <br/While rotary vane vacuum pumps are relatively corrosion resistant, they should not be used for aggressive chemicals. For these chemicals, the most suitable pump is the chemical mixing pump, which combines two types of pumps to improve corrosion resistance. If the application requires a more powerful pump, a progressive cavity pump (eg VACUU*PURE 10C) is suitable.
Oil seals used in rotary vane pumps are important to pump performance. The oil seal prevents corrosion of the aluminum parts of the rotary vane pump and prolongs the service life. Most rotary vane vacuum pumps have a standard set of components, although each component may have different oil seals.
Rotary vane vacuum pumps are the most common type of positive displacement pump. They provide quiet operation and long service life. They are also reliable and inexpensive and can be used in a variety of applications.
Roots pumps are primarily used as a vacuum booster
Root vacuum pumps are mainly used as vacuum boosters in industrial applications. They need a thorough understanding of operating principles and proper maintenance to function properly. This course is an introduction to Roots vacuum pumps, covering topics such as pump principles, multi-stage pumps, temperature effects, gas cooling, and maintenance.
Roots pumps have many advantages, including compact and quiet operation. They do not generate particles and have a long service life. They also don’t require oil and have a small footprint. However, Roots pumps have several disadvantages, including relatively high maintenance costs and low pumping speeds near atmospheric pressure.
Root vacuum pumps are often used with rotary vane vacuum pumps. They work on the same principle, the air enters a conveying unit formed by two rolling pistons in the housing. The piston heads are separated from each other, and the air passes through the unit without being reduced until it is discharged. When the air in the next unit reaches a higher absolute pressure, it is expelled from the last unit.
Roots pumps can be classified as sheathed or sealed. Roots pumps with sealed motors are suitable for pumping toxic gases. They have less clearance between the stator and motor rotor and have a sealed tank.
editor by czh 2023-01-21