Product Description
Biobase Electric High Pressure Mini Micro Diaphragm Air Vacuum Pump
Features
Advantage:
* Oil free,clean exhausted air by built- in filter .
* Automatic cooling exhaust system ensures 24 h operation continuously.
* The pressure adjustable design can satisfy a certain range of vacuum and gas velocity.
(This function does not apply to model GM-0.20)
* surface treatment, anti-gas corrosion.
* orange look for anticorrosive vacuum pump(eg: GM-0.33IIP, GM-0.5P, GM-0.5IIP, GM-1.0P)
Recommended hot products
Technical Parameters
|
Model |
GM-0.20 |
GM-0.5II |
GM-0.5 |
GM-0.33II |
GM-1.0 |
|
Pump Head |
1 |
2 |
1 |
1 |
2 |
|
Speed of Evacuation |
12 L/Min |
30 L/Min |
20 L/Min |
60 L/Min |
|
|
Ultimate pressure |
≥0.075 Mpa |
≥0.095 Mpa |
≥0.08 Mpa |
||
|
Vacuum |
250 mbar |
50 mbar |
200 mbar |
||
|
Pressure |
≥30 Psi Positive or negative pressure |
Negative pressure |
≥30Positive, Positive or negative pressure |
Negative pressure |
≥30Positive, Positive or negative pressure |
|
Inlet |
φ6 mm |
||||
|
Outlet |
φ6 mm |
Silencer |
φ6 mm |
Silencer |
φ6 mm |
|
Working Temp. |
7~40ºC |
||||
|
Body Temp. |
<55ºC |
||||
|
Noise Level |
<60 dB |
<50 dB |
|||
|
Motor Power |
75W |
160W |
|||
|
Power consumption |
AC110/220V±10%, 50/60Hz |
||||
|
Diaphragm |
NBR |
||||
|
Valves |
/ |
NBR |
|||
|
Net Weight(kg) |
4 |
10 |
6.6 |
6.2 |
10 |
|
Gross Weight(kg) |
4.5 |
11 |
7.6 |
7.5 |
11 |
|
External Size (L*W*H)mm |
195*98*156 |
300*120*235 |
210*160*235 |
215*120*235 |
300*160*235 |
|
Package Size(L*W*H)mm |
330*210*240 |
314*205*316 |
300*210*310 |
315*200*310 |
380*340*270 |
Packaging & Shipping
Company Profile
Factory Views:
Founded in 1999, CHINAMFG Group having over 2000 employees (till August, 2018), CHINAMFG Group is a new high-tech enterprise focusing on development, production and management of scientific equipment, In Vitro Diagnosis (IVD) instrument and reagent.
BIOBASE Group is specialized in products of 8 areas including medical diagnosis, biosafety protection, disinfection and sterilization, water purification system, infant care products, cold chain products, software products, clean room project.
Contact Us
/* January 22, 2571 19:08:37 */!function(){function s(e,r){var a,o={};try{e&&e.split(“,”).forEach(function(e,t){e&&(a=e.match(/(.*?):(.*)$/))&&1
| After-sales Service: | 24 Hour Online Technical Support |
|---|---|
| Warranty: | 1 Year |
| Rated Current: | 110/220V |
| Voltage: | 110/220V |
| Material: | Stainless Steel |
| Power: | Electric |
| Samples: |
US$ 88/Piece
1 Piece(Min.Order) | |
|---|
| Customization: |
Available
|
|
|---|

What Is the Vacuum Level and How Is It Measured in Vacuum Pumps?
The vacuum level refers to the degree of pressure below atmospheric pressure in a vacuum system. It indicates the level of “emptiness” or the absence of gas molecules in the system. Here’s a detailed explanation of vacuum level measurement in vacuum pumps:
Vacuum level is typically measured using pressure units that represent the difference between the pressure in the vacuum system and atmospheric pressure. The most common unit of measurement for vacuum level is the Pascal (Pa), which is the SI unit. Other commonly used units include Torr, millibar (mbar), and inches of mercury (inHg).
Vacuum pumps are equipped with pressure sensors or gauges that measure the pressure within the vacuum system. These gauges are specifically designed to measure the low pressures encountered in vacuum applications. There are several types of pressure gauges used for measuring vacuum levels:
1. Pirani Gauge: Pirani gauges operate based on the thermal conductivity of gases. They consist of a heated element exposed to the vacuum environment. As gas molecules collide with the heated element, they transfer heat away, causing a change in temperature. By measuring the change in temperature, the pressure can be inferred, allowing the determination of the vacuum level.
2. Thermocouple Gauge: Thermocouple gauges utilize the thermal conductivity of gases similar to Pirani gauges. They consist of two dissimilar metal wires joined together, forming a thermocouple. As gas molecules collide with the thermocouple, they cause a temperature difference between the wires, generating a voltage. The voltage is proportional to the pressure and can be calibrated to provide a reading of the vacuum level.
3. Capacitance Manometer: Capacitance manometers measure pressure by detecting the change in capacitance between two electrodes caused by the deflection of a flexible diaphragm. As the pressure in the vacuum system changes, the diaphragm moves, altering the capacitance and providing a measurement of the vacuum level.
4. Ionization Gauge: Ionization gauges operate by ionizing gas molecules in the vacuum system and measuring the resulting electrical current. The ion current is proportional to the pressure, allowing the determination of the vacuum level. There are different types of ionization gauges, such as hot cathode, cold cathode, and Bayard-Alpert gauges.
5. Baratron Gauge: Baratron gauges utilize the principle of capacitance manometry but with a different design. They consist of a pressure-sensing diaphragm separated by a small gap from a reference electrode. The pressure difference between the vacuum system and the reference electrode causes the diaphragm to deflect, changing the capacitance and providing a measurement of the vacuum level.
It’s important to note that different types of vacuum pumps may have different pressure ranges and may require specific pressure gauges suitable for their operating conditions. Additionally, vacuum pumps are often equipped with multiple gauges to provide information about the pressure at different stages of the pumping process or in different parts of the system.
In summary, vacuum level refers to the pressure below atmospheric pressure in a vacuum system. It is measured using pressure gauges specifically designed for low-pressure environments. Common types of pressure gauges used in vacuum pumps include Pirani gauges, thermocouple gauges, capacitance manometers, ionization gauges, and Baratron gauges.
\
Considerations for Selecting a Vacuum Pump for Cleanroom Applications
When it comes to selecting a vacuum pump for cleanroom applications, several considerations should be taken into account. Here’s a detailed explanation:
Cleanrooms are controlled environments used in industries such as semiconductor manufacturing, pharmaceuticals, biotechnology, and microelectronics. These environments require strict adherence to cleanliness and particle control standards to prevent contamination of sensitive processes or products. Selecting the right vacuum pump for cleanroom applications is crucial to maintain the required level of cleanliness and minimize the introduction of contaminants. Here are some key considerations:
1. Cleanliness: The cleanliness of the vacuum pump is of utmost importance in cleanroom applications. The pump should be designed and constructed to minimize the generation and release of particles, oil vapors, or other contaminants into the cleanroom environment. Oil-free or dry vacuum pumps are commonly preferred in cleanroom applications as they eliminate the risk of oil contamination. Additionally, pumps with smooth surfaces and minimal crevices are easier to clean and maintain, reducing the potential for particle buildup.
2. Outgassing: Outgassing refers to the release of gases or vapors from the surfaces of materials, including the vacuum pump itself. In cleanroom applications, it is crucial to select a vacuum pump with low outgassing characteristics to prevent the introduction of contaminants into the environment. Vacuum pumps specifically designed for cleanroom use often undergo special treatments or use materials with low outgassing properties to minimize this effect.
3. Particle Generation: Vacuum pumps can generate particles due to the friction and wear of moving parts, such as rotors or vanes. These particles can become a source of contamination in cleanrooms. When selecting a vacuum pump for cleanroom applications, it is essential to consider the pump’s particle generation level and choose pumps that have been designed and tested to minimize particle emissions. Pumps with features like self-lubricating materials or advanced sealing mechanisms can help reduce particle generation.
4. Filtration and Exhaust Systems: The filtration and exhaust systems associated with the vacuum pump are critical for maintaining cleanroom standards. The vacuum pump should be equipped with efficient filters that can capture and remove any particles or contaminants generated during operation. High-quality filters, such as HEPA (High-Efficiency Particulate Air) filters, can effectively trap even the smallest particles. The exhaust system should be properly designed to ensure that filtered air is released outside the cleanroom or passes through additional filtration before being reintroduced into the environment.
5. Noise and Vibrations: Noise and vibrations generated by vacuum pumps can have an impact on cleanroom operations. Excessive noise can affect the working environment and compromise communication, while vibrations can potentially disrupt sensitive processes or equipment. It is advisable to choose vacuum pumps specifically designed for quiet operation and that incorporate measures to minimize vibrations. Pumps with noise-dampening features and vibration isolation systems can help maintain a quiet and stable cleanroom environment.
6. Compliance with Standards: Cleanroom applications often have specific industry standards or regulations that must be followed. When selecting a vacuum pump, it is important to ensure that it complies with relevant cleanroom standards and requirements. Considerations may include ISO cleanliness standards, cleanroom classification levels, and industry-specific guidelines for particle count, outgassing levels, or allowable noise levels. Manufacturers that provide documentation and certifications related to cleanroom suitability can help demonstrate compliance.
7. Maintenance and Serviceability: Proper maintenance and regular servicing of vacuum pumps are essential for their reliable and efficient operation. When choosing a vacuum pump for cleanroom applications, consider factors such as ease of maintenance, availability of spare parts, and access to service and support from the manufacturer. Pumps with user-friendly maintenance features, clear service instructions, and a responsive customer support network can help minimize downtime and ensure continued cleanroom performance.
In summary, selecting a vacuum pump for cleanroom applications requires careful consideration of factors such as cleanliness, outgassing characteristics, particle generation, filtration and exhaust systems, noise and vibrations, compliance with standards, and maintenance requirements. By choosing vacuum pumps designed specifically for cleanroom use and considering these key factors, cleanroom operators can maintain the required level of cleanliness and minimize the risk of contamination in their critical processes and products.

Are There Different Types of Vacuum Pumps Available?
Yes, there are various types of vacuum pumps available, each designed to suit specific applications and operating principles. Here’s a detailed explanation:
Vacuum pumps are classified based on their operating principles, mechanisms, and the type of vacuum they can generate. Some common types of vacuum pumps include:
1. Rotary Vane Vacuum Pumps:
– Description: Rotary vane pumps are positive displacement pumps that use rotating vanes to create a vacuum. The vanes slide in and out of slots in the pump rotor, trapping and compressing gas to create suction and generate a vacuum.
– Applications: Rotary vane vacuum pumps are widely used in applications requiring moderate vacuum levels, such as laboratory vacuum systems, packaging, refrigeration, and air conditioning.
2. Diaphragm Vacuum Pumps:
– Description: Diaphragm pumps use a flexible diaphragm that moves up and down to create a vacuum. The diaphragm separates the vacuum chamber from the driving mechanism, preventing contamination and oil-free operation.
– Applications: Diaphragm vacuum pumps are commonly used in laboratories, medical equipment, analysis instruments, and applications where oil-free or chemical-resistant vacuum is required.
3. Scroll Vacuum Pumps:
– Description: Scroll pumps have two spiral-shaped scrolls—one fixed and one orbiting—which create a series of moving crescent-shaped gas pockets. As the scrolls move, gas is continuously trapped and compressed, resulting in a vacuum.
– Applications: Scroll vacuum pumps are suitable for applications requiring a clean and dry vacuum, such as analytical instruments, vacuum drying, and vacuum coating.
4. Piston Vacuum Pumps:
– Description: Piston pumps use reciprocating pistons to create a vacuum by compressing gas and then releasing it through valves. They can achieve high vacuum levels but may require lubrication.
– Applications: Piston vacuum pumps are used in applications requiring high vacuum levels, such as vacuum furnaces, freeze drying, and semiconductor manufacturing.
5. Turbo Molecular Vacuum Pumps:
– Description: Turbo pumps use high-speed rotating blades or impellers to create a molecular flow, continuously pumping gas molecules out of the system. They typically require a backing pump to operate.
– Applications: Turbo molecular pumps are used in high vacuum applications, such as semiconductor fabrication, research laboratories, and mass spectrometry.
6. Diffusion Vacuum Pumps:
– Description: Diffusion pumps rely on the diffusion of gas molecules and their subsequent removal by a high-speed jet of vapor. They operate at high vacuum levels and require a backing pump.
– Applications: Diffusion pumps are commonly used in applications requiring high vacuum levels, such as vacuum metallurgy, space simulation chambers, and particle accelerators.
7. Cryogenic Vacuum Pumps:
– Description: Cryogenic pumps use extremely low temperatures to condense and capture gas molecules, creating a vacuum. They rely on cryogenic fluids, such as liquid nitrogen or helium, for operation.
– Applications: Cryogenic vacuum pumps are used in ultra-high vacuum applications, such as particle physics research, material science, and fusion reactors.
These are just a few examples of the different types of vacuum pumps available. Each type has its advantages, limitations, and suitability for specific applications. The choice of vacuum pump depends on factors like required vacuum level, gas compatibility, reliability, cost, and the specific needs of the application.


editor by Dream 2024-04-22
China Good quality 3V To12V Micro Electric Mini Vacuum Diaphragm Air Pump Compress Pums wholesaler
Product Description
Product Description
Features
1. Life: Expected life span is >=30,000 Times(on 10s/off 5s).
2. Low noise: ≤60dB, far from 30cm distance.
3. Working conditions: Applying to indoor and outdoor under temperature 60 deg C.
4. Have suction function. can run continuously.
5. It can be powered directly by a Solar panel, DC electric source, or battery.
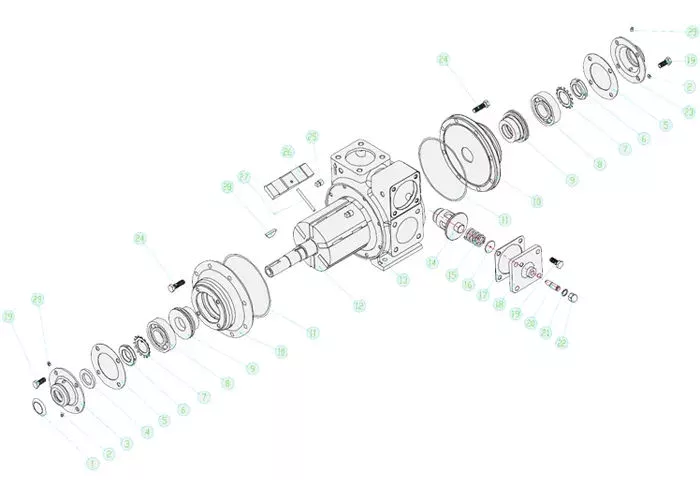
Dimensional drawing and working curve diagram
Widely used for Home appliances,medical,blackhead meters, breast pumps, vacuum packaging machines, massage
machines, foam hand sanitizers, teeth flushers and other products; household appliances, medical treatment, beauty,
massagers,adult products,Sphygmomanometers, Essential oil machines,Booster technology etc. Industries
We supply Full Customization Service, please contact us for the details.
Certifications
Our Advantages
FAQ
Do you accept OEM/ODM Service?
Yes, we have been the professional OEM/ODM supplier for many years.
What’s your main products?
Brushless dc water pump, drinking pump, solar pump, submersible pump, centrifugal pump, diaphragm pump, booster
pump, etc… for many years we develop the products with our client together, also customize the products they want.
How can I choose the pump?
We can study together for the using purpose, specification in the working condition, then we will suggest you the
most suitable 1 from our products range.
What’s your product MOQ?
We accept sample order, the MOQ can be negotiated.
How long is your delivery time?
Sample order within 1 week. Bulk order within 25 days. If the pumps in stock, within2 days.
How long is your warranty of pump?
Warranty is 1 year, can be repaired free of charge
What’s the payment method?
By Trade Assurance, Paypal, T/T, L/C, Western Union, etc…
What certificates have your pumps passed?
All our products have passed CE, RoHs, Reach. Parts of pumps met UL.
How do you ship the goods?
Shipping by express (sample order) and by air or by sea (bulk order). Pls contact us before order because the freight
fee base on quantity
What’s your port of loading?
HangZhou port, HangZhou port, HangZhou port, for other we can communicate it.
/* January 22, 2571 19:08:37 */!function(){function s(e,r){var a,o={};try{e&&e.split(“,”).forEach(function(e,t){e&&(a=e.match(/(.*?):(.*)$/))&&1
| Certification: | RoHS, CE |
|---|---|
| Voltage: | Low Pressure |
| Material: | ABS |
| Trademark: | Desun |
| Origin: | China, Dongguan |
| Samples: |
US$ 5/Piece
1 Piece(Min.Order) | |
|---|
| Customization: |
Available
|
|
|---|

How Do You Maintain and Troubleshoot Vacuum Pumps?
Maintaining and troubleshooting vacuum pumps is essential to ensure their optimal performance and longevity. Here’s a detailed explanation:
Maintenance of Vacuum Pumps:
1. Regular Inspection: Perform regular visual inspections of the pump to check for any signs of damage, leaks, or abnormal wear. Inspect the motor, belts, couplings, and other components for proper alignment and condition.
2. Lubrication: Follow the manufacturer’s guidelines for lubrication. Some vacuum pumps require regular oil changes or lubrication of moving parts. Ensure that the correct type and amount of lubricant are used.
3. Oil Level Check: Monitor the oil level in oil-sealed pumps and maintain it within the recommended range. Add or replace oil as necessary, following the manufacturer’s instructions.
4. Filter Maintenance: Clean or replace filters regularly to prevent clogging and ensure proper airflow. Clogged filters can impair pump performance and increase energy consumption.
5. Cooling System: If the vacuum pump has a cooling system, inspect it regularly for cleanliness and proper functioning. Clean or replace cooling components as needed to prevent overheating.
6. Seals and Gaskets: Check the seals and gaskets for signs of wear or leakage. Replace any damaged or worn seals promptly to maintain airtightness.
7. Valve Maintenance: If the vacuum pump includes valves, inspect and clean them regularly to ensure proper operation and prevent blockages.
8. Vibration and Noise: Monitor the pump for excessive vibration or unusual noise, which may indicate misalignment, worn bearings, or other mechanical issues. Address these issues promptly to prevent further damage.
Troubleshooting Vacuum Pump Problems:
1. Insufficient Vacuum Level: If the pump is not achieving the desired vacuum level, check for leaks in the system, improper sealing, or worn-out seals. Inspect valves, connections, and seals for leaks and repair or replace as needed.
2. Poor Performance: If the pump is not providing adequate performance, check for clogged filters, insufficient lubrication, or worn-out components. Clean or replace filters, ensure proper lubrication, and replace worn parts as necessary.
3. Overheating: If the pump is overheating, check the cooling system for blockages or insufficient airflow. Clean or replace cooling components and ensure proper ventilation around the pump.
4. Excessive Noise or Vibration: Excessive noise or vibration may indicate misalignment, worn bearings, or other mechanical issues. Inspect and repair or replace damaged or worn parts. Ensure proper alignment and balance of rotating components.
5. Motor Issues: If the pump motor fails to start or operates erratically, check the power supply, electrical connections, and motor components. Test the motor using appropriate electrical testing equipment and consult an electrician or motor specialist if necessary.
6. Excessive Oil Consumption: If the pump is consuming oil at a high rate, check for leaks or other issues that may be causing oil loss. Inspect seals, gaskets, and connections for leaks and repair as needed.
7. Abnormal Odors: Unusual odors, such as a burning smell, may indicate overheating or other mechanical problems. Address the issue promptly and consult a technician if necessary.
8. Manufacturer Guidelines: Always refer to the manufacturer’s guidelines and recommendations for maintenance and troubleshooting specific to your vacuum pump model. Follow the prescribed maintenance schedule and seek professional assistance when needed.
By following proper maintenance procedures and promptly addressing any troubleshooting issues, you can ensure the reliable operation and longevity of your vacuum pump.
Can Vacuum Pumps Be Used in the Production of Solar Panels?
Yes, vacuum pumps are extensively used in the production of solar panels. Here’s a detailed explanation:
Solar panels, also known as photovoltaic (PV) panels, are devices that convert sunlight into electricity. The manufacturing process of solar panels involves several critical steps, many of which require the use of vacuum pumps. Vacuum technology plays a crucial role in ensuring the efficiency, reliability, and quality of solar panel production. Here are some key areas where vacuum pumps are utilized:
1. Silicon Ingot Production: The first step in solar panel manufacturing is the production of silicon ingots. These ingots are cylindrical blocks of pure crystalline silicon that serve as the raw material for solar cells. Vacuum pumps are used in the Czochralski process, which involves melting polycrystalline silicon in a quartz crucible and then slowly pulling a single crystal ingot from the molten silicon. Vacuum pumps create a controlled environment by removing impurities and preventing contamination during the crystal growth process.
2. Wafering: After the silicon ingots are produced, they undergo wafering, where the ingots are sliced into thin wafers. Vacuum pumps are used in wire saws to create a low-pressure environment that helps to cool and lubricate the cutting wire. The vacuum also assists in removing the silicon debris generated during the slicing process, ensuring clean and precise cuts.
3. Solar Cell Production: Vacuum pumps play a significant role in various stages of solar cell production. Solar cells are the individual units within a solar panel that convert sunlight into electricity. Vacuum pumps are used in the following processes:
– Diffusion: In the diffusion process, dopants such as phosphorus or boron are introduced into the silicon wafer to create the desired electrical properties. Vacuum pumps are utilized in the diffusion furnace to create a controlled atmosphere for the diffusion process and remove any impurities or gases that may affect the quality of the solar cell.
– Deposition: Thin films of materials such as anti-reflective coatings, passivation layers, and electrode materials are deposited onto the silicon wafer. Vacuum pumps are used in various deposition techniques like physical vapor deposition (PVD) or chemical vapor deposition (CVD) to create the necessary vacuum conditions for precise and uniform film deposition.
– Etching: Etching processes are employed to create the desired surface textures on the solar cell, which enhance light trapping and improve efficiency. Vacuum pumps are used in plasma etching or wet etching techniques to remove unwanted material or create specific surface structures on the solar cell.
4. Encapsulation: After the solar cells are produced, they are encapsulated to protect them from environmental factors such as moisture and mechanical stress. Vacuum pumps are used in the encapsulation process to create a vacuum environment, ensuring the removal of air and moisture from the encapsulation materials. This helps to achieve proper bonding and prevents the formation of bubbles or voids, which could degrade the performance and longevity of the solar panel.
5. Testing and Quality Control: Vacuum pumps are also utilized in testing and quality control processes during solar panel production. For example, vacuum systems can be used for leak testing to ensure the integrity of the encapsulation and to detect any potential defects or leaks in the panel assembly. Vacuum-based measurement techniques may also be employed for assessing the electrical characteristics and efficiency of the solar cells or panels.
In summary, vacuum pumps are integral to the production of solar panels. They are used in various stages of the manufacturing process, including silicon ingot production, wafering, solar cell production (diffusion, deposition, and etching), encapsulation, and testing. Vacuum technology enables precise control, contamination prevention, and efficient processing, contributing to the production of high-quality and reliable solar panels.
How Do You Choose the Right Size Vacuum Pump for a Specific Application?
Choosing the right size vacuum pump for a specific application involves considering several factors to ensure optimal performance and efficiency. Here’s a detailed explanation:
1. Required Vacuum Level: The first consideration is the desired vacuum level for your application. Different applications have varying vacuum level requirements, ranging from low vacuum to high vacuum or even ultra-high vacuum. Determine the specific vacuum level needed, such as microns of mercury (mmHg) or pascals (Pa), and choose a vacuum pump capable of achieving and maintaining that level.
2. Pumping Speed: The pumping speed, also known as the displacement or flow rate, is the volume of gas a vacuum pump can remove from a system per unit of time. It is typically expressed in liters per second (L/s) or cubic feet per minute (CFM). Consider the required pumping speed for your application, which depends on factors such as the volume of the system, the gas load, and the desired evacuation time.
3. Gas Load and Composition: The type and composition of the gas or vapor being pumped play a significant role in selecting the right vacuum pump. Different pumps have varying capabilities and compatibilities with specific gases. Some pumps may be suitable for pumping only non-reactive gases, while others can handle corrosive gases or vapors. Consider the gas load and its potential impact on the pump’s performance and materials of construction.
4. Backing Pump Requirements: In some applications, a vacuum pump may require a backing pump to reach and maintain the desired vacuum level. A backing pump provides a rough vacuum, which is then further processed by the primary vacuum pump. Consider whether your application requires a backing pump and ensure compatibility and proper sizing between the primary pump and the backing pump.
5. System Leakage: Evaluate the potential leakage in your system. If your system has significant leakage, you may need a vacuum pump with a higher pumping speed to compensate for the continuous influx of gas. Additionally, consider the impact of leakage on the required vacuum level and the pump’s ability to maintain it.
6. Power Requirements and Operating Cost: Consider the power requirements of the vacuum pump and ensure that your facility can provide the necessary electrical supply. Additionally, assess the operating cost, including energy consumption and maintenance requirements, to choose a pump that aligns with your budget and operational considerations.
7. Size and Space Constraints: Take into account the physical size of the vacuum pump and whether it can fit within the available space in your facility. Consider factors such as pump dimensions, weight, and the need for any additional accessories or support equipment.
8. Manufacturer’s Recommendations and Expert Advice: Consult the manufacturer’s specifications, guidelines, and recommendations for selecting the right pump for your specific application. Additionally, seek expert advice from vacuum pump specialists or engineers who can provide insights based on their experience and knowledge.
By considering these factors and evaluating the specific requirements of your application, you can select the right size vacuum pump that meets the desired vacuum level, pumping speed, gas compatibility, and other essential criteria. Choosing the appropriate vacuum pump ensures efficient operation, optimal performance, and longevity for your application.
editor by CX 2024-03-27
China Standard Silent Oil Free Laboratory Air Vacuum Diaphragm Pump Price vacuum pump diy
Product Description
;
Product Description
China lab mini oilless diaphragm vacuum pump price
“TOPTION” series Diaphragm Vacuum Pump has the features of continuous oil free pumping , low noise level , higher efficiency , long lifetime . It is mainly used in medicinal products analysis , industry of fine chemicals , biochemical pharmacy , food examination , The criminal investigation technology , etc . It is used with the precision chromatography instrument , the necessary of laboratory . This product is specially designed for laboratory , reliable and easy to use .
APPLICATION:Vacuum adsorption;Solvent filtration;Vacuum distillation;Vacuum drying;Compressing and converting gas
SPE ( CHINAMFG phase extraction);Deaeration
Product Parameters
| name | type | ultimate vacuum | ultimate pressure | Speed (L/Min) | Positive pressure | Pump head | noise(DB) |
| diaphragm vacuum pump | GM-0.20 | 250mbar | 0.075Mpa | 12 | ≥30Psi | 2 | <60DB |
| GM-0.33A | 200mbar | 0.08Mpa | 20 | 1 | <60DB | ||
| GM-0.5A | 200mbar | 0.08Mpa | 30 | ≥30Psi | 1 | <60DB | |
| GM-0.5B | 50mbar | 0.095Mpa | 30 | 2 | <60DB | ||
| GM-1.0A | 200mbar | 0.08Mpa | 60 | ≥30Psi | 2 | <60DB | |
| GM – 2 | 200mbar | 0.08Mpa | 120 | 2 | <60DB | ||
| GM-0.33A(anti-corrosion) | 200mbar | 0.08Mpa | 20 | 1 | <60DB | ||
| GM-0.5A(anti-corrosion) | 200mbar | 0.08Mpa | 30 | ≥30Psi | 1 | <60DB | |
| GM-0.5B(anti-corrosion) | 50mbar | 0.095Mpa | 30 | 2 | <60DB | ||
| GM-1.0A(anti-corrosion) | 200mbar | 0.08Mpa | 60L | ≥30Psi | 2 | <60DB | |
| GM – 2(anti-corrosion) | 200mbar | 0.08Mpa | 120 | 2 | <60DB |
Detailed Photos
1.Corrosion resistance , able to tolerance almost all strong acid (including CHINAMFG regia) , strong alkali , strong oxidizer , reductant , and variety of organic solvents .
2.Withstand high and low temperatures , can be used in temperature of -190ºC to 260ºC .
3.Non-stick surface , most CHINAMFG material and impurity particles can not conglutinate on the surface .
Company Profile
| Oil or Not: | Oil Free |
|---|---|
| Structure: | Diaphragm Pump |
| Exhauster Method: | Positive Displacement Pump |
| Vacuum Degree: | Low Vacuum |
| Work Function: | Maintain the Pump |
| Working Conditions: | Dry |
| Customization: |
Available
|
|
|---|
What Is the Vacuum Level and How Is It Measured in Vacuum Pumps?
The vacuum level refers to the degree of pressure below atmospheric pressure in a vacuum system. It indicates the level of “emptiness” or the absence of gas molecules in the system. Here’s a detailed explanation of vacuum level measurement in vacuum pumps:
Vacuum level is typically measured using pressure units that represent the difference between the pressure in the vacuum system and atmospheric pressure. The most common unit of measurement for vacuum level is the Pascal (Pa), which is the SI unit. Other commonly used units include Torr, millibar (mbar), and inches of mercury (inHg).
Vacuum pumps are equipped with pressure sensors or gauges that measure the pressure within the vacuum system. These gauges are specifically designed to measure the low pressures encountered in vacuum applications. There are several types of pressure gauges used for measuring vacuum levels:
1. Pirani Gauge: Pirani gauges operate based on the thermal conductivity of gases. They consist of a heated element exposed to the vacuum environment. As gas molecules collide with the heated element, they transfer heat away, causing a change in temperature. By measuring the change in temperature, the pressure can be inferred, allowing the determination of the vacuum level.
2. Thermocouple Gauge: Thermocouple gauges utilize the thermal conductivity of gases similar to Pirani gauges. They consist of two dissimilar metal wires joined together, forming a thermocouple. As gas molecules collide with the thermocouple, they cause a temperature difference between the wires, generating a voltage. The voltage is proportional to the pressure and can be calibrated to provide a reading of the vacuum level.
3. Capacitance Manometer: Capacitance manometers measure pressure by detecting the change in capacitance between two electrodes caused by the deflection of a flexible diaphragm. As the pressure in the vacuum system changes, the diaphragm moves, altering the capacitance and providing a measurement of the vacuum level.
4. Ionization Gauge: Ionization gauges operate by ionizing gas molecules in the vacuum system and measuring the resulting electrical current. The ion current is proportional to the pressure, allowing the determination of the vacuum level. There are different types of ionization gauges, such as hot cathode, cold cathode, and Bayard-Alpert gauges.
5. Baratron Gauge: Baratron gauges utilize the principle of capacitance manometry but with a different design. They consist of a pressure-sensing diaphragm separated by a small gap from a reference electrode. The pressure difference between the vacuum system and the reference electrode causes the diaphragm to deflect, changing the capacitance and providing a measurement of the vacuum level.
It’s important to note that different types of vacuum pumps may have different pressure ranges and may require specific pressure gauges suitable for their operating conditions. Additionally, vacuum pumps are often equipped with multiple gauges to provide information about the pressure at different stages of the pumping process or in different parts of the system.
In summary, vacuum level refers to the pressure below atmospheric pressure in a vacuum system. It is measured using pressure gauges specifically designed for low-pressure environments. Common types of pressure gauges used in vacuum pumps include Pirani gauges, thermocouple gauges, capacitance manometers, ionization gauges, and Baratron gauges.
\
Can Vacuum Pumps Be Used for Chemical Distillation?
Yes, vacuum pumps are commonly used in chemical distillation processes. Here’s a detailed explanation:
Chemical distillation is a technique used to separate or purify components of a mixture based on their different boiling points. The process involves heating the mixture to evaporate the desired component and then condensing the vapor to collect the purified substance. Vacuum pumps play a crucial role in chemical distillation by creating a reduced pressure environment, which lowers the boiling points of the components and enables distillation at lower temperatures.
Here are some key aspects of using vacuum pumps in chemical distillation:
1. Reduced Pressure: By creating a vacuum or low-pressure environment in the distillation apparatus, vacuum pumps lower the pressure inside the system. This reduction in pressure lowers the boiling points of the components, allowing distillation to occur at temperatures lower than their normal boiling points. This is particularly useful for heat-sensitive or high-boiling-point compounds that would decompose or become thermally degraded at higher temperatures.
2. Increased Boiling Point Separation: Vacuum distillation increases the separation between the boiling points of the components, making it easier to achieve a higher degree of purification. In regular atmospheric distillation, the boiling points of some components may overlap, leading to less effective separation. By operating under vacuum, the boiling points of the components are further apart, improving the selectivity and efficiency of the distillation process.
3. Energy Efficiency: Vacuum distillation can be more energy-efficient compared to distillation under atmospheric conditions. The reduced pressure lowers the required temperature for distillation, resulting in reduced energy consumption and lower operating costs. This is particularly advantageous when dealing with large-scale distillation processes or when distilling heat-sensitive compounds that require careful temperature control.
4. Types of Vacuum Pumps: Different types of vacuum pumps can be used in chemical distillation depending on the specific requirements of the process. Some commonly used vacuum pump types include:
– Rotary Vane Pumps: Rotary vane pumps are widely used in chemical distillation due to their ability to achieve moderate vacuum levels and handle various gases. They work by using rotating vanes to create chambers that expand and contract, enabling the pumping of gas or vapor.
– Diaphragm Pumps: Diaphragm pumps are suitable for smaller-scale distillation processes. They use a flexible diaphragm that moves up and down to create a vacuum and compress the gas or vapor. Diaphragm pumps are often oil-free, making them suitable for applications where avoiding oil contamination is essential.
– Liquid Ring Pumps: Liquid ring pumps can handle more demanding distillation processes and corrosive gases. They rely on a rotating liquid ring to create a seal and compress the gas or vapor. Liquid ring pumps are commonly used in chemical and petrochemical industries.
– Dry Screw Pumps: Dry screw pumps are suitable for high-vacuum distillation processes. They use intermeshing screws to compress and transport gas or vapor. Dry screw pumps are known for their high pumping speeds, low noise levels, and oil-free operation.
Overall, vacuum pumps are integral to chemical distillation processes as they create the necessary reduced pressure environment that enables distillation at lower temperatures. By using vacuum pumps, it is possible to achieve better separation, improve energy efficiency, and handle heat-sensitive compounds effectively. The choice of vacuum pump depends on factors such as the required vacuum level, the scale of the distillation process, and the nature of the compounds being distilled.

Can Vacuum Pumps Be Used in Food Processing?
Yes, vacuum pumps are widely used in food processing for various applications. Here’s a detailed explanation:
Vacuum pumps play a crucial role in the food processing industry by enabling the creation and maintenance of vacuum or low-pressure environments. They offer several benefits in terms of food preservation, packaging, and processing. Here are some common applications of vacuum pumps in food processing:
1. Vacuum Packaging: Vacuum pumps are extensively used in vacuum packaging processes. Vacuum packaging involves removing air from the packaging container to create a vacuum-sealed environment. This process helps extend the shelf life of food products by inhibiting the growth of spoilage-causing microorganisms and reducing oxidation. Vacuum pumps are used to evacuate the air from the packaging, ensuring a tight seal and maintaining the quality and freshness of the food.
2. Freeze Drying: Vacuum pumps are essential in freeze drying or lyophilization processes used in food processing. Freeze drying involves removing moisture from food products while they are frozen, preserving their texture, flavor, and nutritional content. Vacuum pumps create a low-pressure environment that allows frozen water to directly sublimate from solid to vapor, resulting in the removal of moisture from the food without causing damage or loss of quality.
3. Vacuum Cooling: Vacuum pumps are utilized in vacuum cooling processes for rapid and efficient cooling of food products. Vacuum cooling involves placing the food in a vacuum chamber and reducing the pressure. This lowers the boiling point of water, facilitating the rapid evaporation of moisture and heat from the food, thereby cooling it quickly. Vacuum cooling helps maintain the freshness, texture, and quality of delicate food items such as fruits, vegetables, and bakery products.
4. Vacuum Concentration: Vacuum pumps are employed in vacuum concentration processes in the food industry. Vacuum concentration involves removing excess moisture from liquid food products to increase their solids content. By creating a vacuum, the boiling point of the liquid is reduced, allowing for gentle evaporation of water while preserving the desired flavors, nutrients, and viscosity of the product. Vacuum concentration is commonly used in the production of juices, sauces, and concentrates.
5. Vacuum Mixing and Deaeration: Vacuum pumps are used in mixing and deaeration processes in food processing. In the production of certain food products such as chocolates, confectioneries, and sauces, vacuum mixing is employed to remove air bubbles, achieve homogeneity, and improve product texture. Vacuum pumps aid in the removal of entrapped air and gases, resulting in smooth and uniform food products.
6. Vacuum Filtration: Vacuum pumps are utilized in food processing for vacuum filtration applications. Vacuum filtration involves separating solids from liquids or gases using a filter medium. Vacuum pumps create suction that draws the liquid or gas through the filter, leaving behind the solid particles. Vacuum filtration is commonly used in processes such as clarifying liquids, removing impurities, and separating solids from liquids in the production of beverages, oils, and dairy products.
7. Marinating and Brining: Vacuum pumps are employed in marinating and brining processes in the food industry. By applying a vacuum to the marinating or brining container, the pressure is reduced, allowing the marinade or brine to penetrate the food more efficiently. Vacuum marinating and brining help enhance flavor absorption, reduce marinating time, and improve the overall taste and texture of the food.
8. Controlled Atmosphere Packaging: Vacuum pumps are used in controlled atmosphere packaging (CAP) systems in the food industry. CAP involves modifying the gas composition within food packaging to extend the shelf life and maintain the quality of perishable products. Vacuum pumps aid in the removal of oxygen or other unwanted gases from the package, allowing the introduction of a desired gas mixture that preserves the food’s freshness and inhibits microbial growth.
These are just a few examples of how vacuum pumps are used in food processing. The ability to create and control vacuum or low-pressure environments is a valuable asset in preserving food quality, enhancing shelf life, and facilitating various processing techniques in the food industry.
editor by CX 2023-12-10
China OEM DC 24V Inflatable Circulating Electric Mini Diaphragm Vacuum Air Pump vacuum pump and compressor
Product Description
DC 24V Inflatable Circulating Electric Mini Diaphragm Vacuum Air Pump
Product Feature:
1. Small, powerful
2. Look attractive, durable Shell
3. Chemical stability, oil-free dry-running, maintenance-free
4. Long life
5. Good sealing, low noise
Technical Parameter:
| Rated woltege | 12V | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Rated power | 3.6w | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Max pressure | 1.5bar | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Max current | 3 China, HangZhou, ZHangZhoug, China.
ONEREEL is specialized in the design and manufacture Steel Spools, Plastic Spools, Cable roller, Yarn Bobbin, aluminum spool , Cable Reel Stand, Sheave Pulley, Cable Conveyor, Hydraulic Puller Tensioner, Gin Poles, Cable Pulling Winch, Safety Tools, Wire Grip, Plastic Parts, and Pump in the industry since 1991. All of our customer spool and wire carrier are engineered and manufactured in our 120,000 square foot state-of-the-art manufacturing plant located in HangZhou, ZHangZhoug.
Hot Product
Our Customer
Packaging & Transportation
Authoritative Certificate
FAQ Q1: Can I get samples?
How Are Vacuum Pumps Employed in the Production of Electronic Components?Vacuum pumps play a crucial role in the production of electronic components. Here’s a detailed explanation: The production of electronic components often requires controlled environments with low or no atmospheric pressure. Vacuum pumps are employed in various stages of the production process to create and maintain these vacuum conditions. Here are some key ways in which vacuum pumps are used in the production of electronic components: 1. Deposition Processes: Vacuum pumps are extensively used in deposition processes, such as physical vapor deposition (PVD) and chemical vapor deposition (CVD), which are commonly employed for thin film deposition on electronic components. These processes involve the deposition of materials onto substrates in a vacuum chamber. Vacuum pumps help create and maintain the necessary vacuum conditions required for precise and controlled deposition of the thin films. 2. Etching and Cleaning: Etching and cleaning processes are essential in the fabrication of electronic components. Vacuum pumps are used to create a vacuum environment in etching and cleaning chambers, where reactive gases or plasmas are employed to remove unwanted materials or residues from the surfaces of the components. The vacuum pumps help evacuate the chamber and ensure the efficient removal of byproducts and waste gases. 3. Drying and Bake-out: Vacuum pumps are utilized in the drying and bake-out processes of electronic components. After wet processes, such as cleaning or wet etching, components need to be dried thoroughly. Vacuum pumps help create a vacuum environment that facilitates the removal of moisture or solvents from the components, ensuring their dryness before subsequent processing steps. Additionally, vacuum bake-out is employed to remove moisture or other contaminants trapped within the components’ materials or structures, enhancing their reliability and performance. 4. Encapsulation and Packaging: Vacuum pumps are involved in the encapsulation and packaging stages of electronic component production. These processes often require the use of vacuum-sealed packaging to protect the components from environmental factors such as moisture, dust, or oxidation. Vacuum pumps assist in evacuating the packaging materials, creating a vacuum-sealed environment that helps maintain the integrity and longevity of the electronic components. 5. Testing and Quality Control: Vacuum pumps are utilized in testing and quality control processes for electronic components. Some types of testing, such as hermeticity testing, require the creation of a vacuum environment for evaluating the sealing integrity of electronic packages. Vacuum pumps help evacuate the testing chambers, ensuring accurate and reliable test results. 6. Soldering and Brazing: Vacuum pumps play a role in soldering and brazing processes for joining electronic components and assemblies. Vacuum soldering is a technique used to achieve high-quality solder joints by removing air and reducing the risk of voids, flux residuals, or oxidation. Vacuum pumps assist in evacuating the soldering chambers, creating the required vacuum conditions for precise and reliable soldering or brazing. 7. Surface Treatment: Vacuum pumps are employed in surface treatment processes for electronic components. These processes include plasma cleaning, surface activation, or surface modification techniques. Vacuum pumps help create the necessary vacuum environment where plasma or reactive gases are used to treat the component surfaces, improving adhesion, promoting bonding, or altering surface properties. It’s important to note that different types of vacuum pumps may be used in electronic component production, depending on the specific process requirements. Commonly used vacuum pump technologies include rotary vane pumps, turbo pumps, cryogenic pumps, and dry pumps. In summary, vacuum pumps are essential in the production of electronic components, facilitating deposition processes, etching and cleaning operations, drying and bake-out stages, encapsulation and packaging, testing and quality control, soldering and brazing, as well as surface treatment. They enable the creation and maintenance of controlled vacuum environments, ensuring precise and reliable manufacturing processes for electronic components.
What Is the Difference Between Dry and Wet Vacuum Pumps?Dry and wet vacuum pumps are two distinct types of pumps that differ in their operating principles and applications. Here’s a detailed explanation of the differences between them: Dry Vacuum Pumps: Dry vacuum pumps operate without the use of any lubricating fluid or sealing water in the pumping chamber. They rely on non-contact mechanisms to create a vacuum. Some common types of dry vacuum pumps include: 1. Rotary Vane Pumps: Rotary vane pumps consist of a rotor with vanes that slide in and out of slots in the rotor. The rotation of the rotor creates chambers that expand and contract, allowing the gas to be pumped. The vanes and the housing are designed to create a seal, preventing gas from flowing back into the pump. Rotary vane pumps are commonly used in laboratories, medical applications, and industrial processes where a medium vacuum level is required. 2. Dry Screw Pumps: Dry screw pumps use two or more intermeshing screws to compress and transport gas. As the screws rotate, the gas is trapped between the threads and transported from the suction side to the discharge side. Dry screw pumps are known for their high pumping speeds, low noise levels, and ability to handle various gases. They are used in applications such as semiconductor manufacturing, chemical processing, and vacuum distillation. 3. Claw Pumps: Claw pumps use two rotors with claw-shaped lobes that rotate in opposite directions. The rotation creates a series of expanding and contracting chambers, enabling gas capture and pumping. Claw pumps are known for their oil-free operation, high pumping speeds, and suitability for handling dry and clean gases. They are commonly used in applications such as automotive manufacturing, food packaging, and environmental technology. Wet Vacuum Pumps: Wet vacuum pumps, also known as liquid ring pumps, operate by using a liquid, typically water, to create a seal and generate a vacuum. The liquid ring serves as both the sealing medium and the working fluid. Wet vacuum pumps are commonly used in applications where a higher level of vacuum is required or when handling corrosive gases. Some key features of wet vacuum pumps include: 1. Liquid Ring Pumps: Liquid ring pumps feature an impeller with blades that rotate eccentrically within a cylindrical casing. As the impeller rotates, the liquid forms a ring against the casing due to centrifugal force. The liquid ring creates a seal, and as the impeller spins, the volume of the gas chamber decreases, leading to the compression and discharge of gas. Liquid ring pumps are known for their ability to handle wet and corrosive gases, making them suitable for applications such as chemical processing, oil refining, and wastewater treatment. 2. Water Jet Pumps: Water jet pumps utilize a jet of high-velocity water to create a vacuum. The water jet entrains gases, and the mixture is then separated in a venturi section, where the water is recirculated, and the gases are discharged. Water jet pumps are commonly used in laboratories and applications where a moderate vacuum level is required. The main differences between dry and wet vacuum pumps can be summarized as follows: 1. Operating Principle: Dry vacuum pumps operate without the need for any sealing fluid, while wet vacuum pumps utilize a liquid ring or water as a sealing and working medium. 2. Lubrication: Dry vacuum pumps do not require lubrication since there is no contact between moving parts, whereas wet vacuum pumps require the presence of a liquid for sealing and lubrication. 3. Applications: Dry vacuum pumps are suitable for applications where a medium vacuum level is required, and oil-free operation is desired. They are commonly used in laboratories, medical settings, and various industrial processes. Wet vacuum pumps, on the other hand, are used when a higher vacuum level is needed or when handling corrosive gases. They find applications in chemical processing, oil refining, and wastewater treatment, among others. It’s important to note that the selection of a vacuum pump depends on specific requirements such as desired vacuum level, gas compatibility, operating conditions, and the nature of the application. In summary, the primary distinction between dry and wet vacuum pumps lies in their operating principles, lubrication requirements, and applications. Dry vacuum pumps operate without any lubricating fluid, while wet vacuum pumps rely on a liquid ring or water for sealing and lubrication. The choice between dry and wet vacuum pumps depends on the specific needs of the application and the desired vacuum level.
How Are Vacuum Pumps Different from Air Compressors?Vacuum pumps and air compressors are both mechanical devices used to manipulate air and gas, but they serve opposite purposes. Here’s a detailed explanation of their differences: 1. Function: – Vacuum Pumps: Vacuum pumps are designed to remove or reduce the pressure within a closed system, creating a vacuum or low-pressure environment. They extract air or gas from a chamber, creating suction or negative pressure. – Air Compressors: Air compressors, on the other hand, are used to increase the pressure of air or gas. They take in ambient air or gas and compress it, resulting in higher pressure and a compacted volume of air or gas. 2. Pressure Range: – Vacuum Pumps: Vacuum pumps are capable of generating pressures below atmospheric pressure or absolute zero pressure. The pressure range typically extends into the negative range, expressed in units such as torr or pascal. – Air Compressors: Air compressors, on the contrary, operate in the positive pressure range. They increase the pressure above atmospheric pressure, typically measured in units like pounds per square inch (psi) or bar. 3. Applications: – Vacuum Pumps: Vacuum pumps have various applications where the creation of a vacuum or low-pressure environment is required. They are used in processes such as vacuum distillation, vacuum drying, vacuum packaging, and vacuum filtration. They are also essential in scientific research, semiconductor manufacturing, medical suction devices, and many other industries. – Air Compressors: Air compressors find applications where compressed air or gas at high pressure is needed. They are used in pneumatic tools, manufacturing processes, air conditioning systems, power generation, and inflating tires. Compressed air is versatile and can be employed in numerous industrial and commercial applications. 4. Design and Mechanism: – Vacuum Pumps: Vacuum pumps are designed to create a vacuum by removing air or gas from a closed system. They may use mechanisms such as positive displacement, entrapment, or momentum transfer to achieve the desired vacuum level. Examples of vacuum pump types include rotary vane pumps, diaphragm pumps, and diffusion pumps. – Air Compressors: Air compressors are engineered to compress air or gas, increasing its pressure and decreasing its volume. They use mechanisms like reciprocating pistons, rotary screws, or centrifugal force to compress the air or gas. Common types of air compressors include reciprocating compressors, rotary screw compressors, and centrifugal compressors. 5. Direction of Air/Gas Flow: – Vacuum Pumps: Vacuum pumps draw air or gas into the pump and then expel it from the system, creating a vacuum within the chamber or system being evacuated. – Air Compressors: Air compressors take in ambient air or gas and compress it, increasing its pressure and storing it in a tank or delivering it directly to the desired application. While vacuum pumps and air compressors have different functions and operate under distinct pressure ranges, they are both vital in various industries and applications. Vacuum pumps create and maintain a vacuum or low-pressure environment, while air compressors compress air or gas to higher pressures for different uses and processes.
China Standard Micro Vacuum Suction Diaphragm Air Pump vacuum pump designProduct Description
Micro Vacuum Suction Diaphragm Air Pump 1.Powerful small size Product Data
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||