Product Description
Product Description
2BE liquid ring vacuum pump is CHINAMFG liquid ring vacuum pump and is used to transport gases and vapors, predominantly for intake pressures below atmospheric pressure. Our 2BE liquid ring vacuum pump is available in 20 models, and is ATEX Certified. It offered It offered Suction capacity from 150 to 38000m³/h. It has reliable operation and economic power consumption. We also have 2BE pump with Partition wall in pump casing special for paper industry.
We offer same outline dimensions for bolt-on replacement and equivalent performances with original 2BV liquid ring vacuum pump.
|
ITEM |
UNIT |
Quantity |
|
Supply Ability |
per month |
2,000set |
2BE series water ring vacuum pumps and compressors are the products with high efficiency and economical power, which are manufactured by our company integrating with the advanced technology of the imported products from Germany. These series products adopt CHINAMFG and single action structure and have many advantages, such as, compact structure, convenient maintenance, reliable running, high efficiency and economical power. Comparing with the SK, 2SK, SZ series water ring vacuum pumps used widely in our country at present, the 2BE series products are the ideal replacements of them for high vacuum, low power, and running reliability
Product Series
Company Profile
Certifications
Packaging & Shipping
/* January 22, 2571 19:08:37 */!function(){function s(e,r){var a,o={};try{e&&e.split(“,”).forEach(function(e,t){e&&(a=e.match(/(.*?):(.*)$/))&&1
| After-sales Service: | Online Service |
|---|---|
| Warranty: | 1 Year |
| Oil or Not: | Oil |
| Structure: | Rotary Vacuum Pump |
| Exhauster Method: | Entrapment Vacuum Pump |
| Vacuum Degree: | High Vacuum |
| Samples: |
US$ 10000/Piece
1 Piece(Min.Order) | |
|---|
| Customization: |
Available
|
|
|---|

Can Vacuum Pumps Be Used for Vacuum Furnaces?
Yes, vacuum pumps can be used for vacuum furnaces. Here’s a detailed explanation:
Vacuum furnaces are specialized heating systems used in various industries for heat treatment processes that require controlled environments with low or no atmospheric pressure. Vacuum pumps play a crucial role in creating and maintaining the vacuum conditions necessary for the operation of vacuum furnaces.
Here are some key points regarding the use of vacuum pumps in vacuum furnaces:
1. Vacuum Creation: Vacuum pumps are used to evacuate the furnace chamber, creating a low-pressure or near-vacuum environment. This is essential for the heat treatment processes carried out in the furnace, as it helps eliminate oxygen and other reactive gases, preventing oxidation or unwanted chemical reactions with the heated materials.
2. Pressure Control: Vacuum pumps provide the means to control and maintain the desired pressure levels within the furnace chamber during the heat treatment process. Precise pressure control is necessary to achieve the desired metallurgical and material property changes during processes such as annealing, brazing, sintering, and hardening.
3. Contamination Prevention: By removing gases and impurities from the furnace chamber, vacuum pumps help prevent contamination of the heated materials. This is particularly important in applications where cleanliness and purity of the processed materials are critical, such as in the aerospace, automotive, and medical industries.
4. Rapid Cooling: Some vacuum furnace systems incorporate rapid cooling capabilities, known as quenching. Vacuum pumps assist in facilitating the rapid cooling process by removing the heat generated during quenching, ensuring efficient cooling and minimizing distortion or other unwanted effects on the treated materials.
5. Process Flexibility: Vacuum pumps provide flexibility in the type of heat treatment processes that can be performed in vacuum furnaces. Different heat treatment techniques, such as vacuum annealing, vacuum brazing, or vacuum carburizing, require specific pressure levels and atmospheric conditions that can be achieved and maintained with the use of vacuum pumps.
6. Vacuum Pump Types: Different types of vacuum pumps can be used in vacuum furnaces, depending on the specific requirements of the heat treatment process. Commonly used vacuum pump technologies include oil-sealed rotary vane pumps, dry screw pumps, diffusion pumps, and cryogenic pumps. The choice of vacuum pump depends on factors such as required vacuum level, pumping speed, reliability, and compatibility with the process gases.
7. Maintenance and Monitoring: Proper maintenance and monitoring of vacuum pumps are essential to ensure their optimal performance and reliability. Regular inspections, lubrication, and replacement of consumables (such as oil or filters) are necessary to maintain the efficiency and longevity of the vacuum pump system.
8. Safety Considerations: Operating vacuum furnaces with vacuum pumps requires adherence to safety protocols. This includes proper handling of potentially hazardous gases or chemicals used in the heat treatment processes, as well as following safety guidelines for operating and maintaining the vacuum pump system.
Overall, vacuum pumps are integral components of vacuum furnaces, enabling the creation and maintenance of the required vacuum conditions for precise and controlled heat treatment processes. They contribute to the quality, consistency, and efficiency of the heat treatment operations performed in vacuum furnaces across a wide range of industries.

Can Vacuum Pumps Be Used for Leak Detection?
Yes, vacuum pumps can be used for leak detection purposes. Here’s a detailed explanation:
Leak detection is a critical task in various industries, including manufacturing, automotive, aerospace, and HVAC. It involves identifying and locating leaks in a system or component that may result in the loss of fluids, gases, or pressure. Vacuum pumps can play a significant role in leak detection processes by creating a low-pressure environment and facilitating the detection of leaks through various methods.
Here are some ways in which vacuum pumps can be used for leak detection:
1. Vacuum Decay Method: The vacuum decay method is a common technique used for leak detection. It involves creating a vacuum in a sealed system or component using a vacuum pump and monitoring the pressure change over time. If there is a leak present, the pressure will gradually increase due to the ingress of air or gas. By measuring the rate of pressure rise, the location and size of the leak can be estimated. Vacuum pumps are used to evacuate the system and establish the initial vacuum required for the test.
2. Bubble Testing: Bubble testing is a simple and visual method for detecting leaks. In this method, the component or system being tested is pressurized with a gas, and then immersed in a liquid, typically soapy water. If there is a leak, the gas escaping from the component will form bubbles in the liquid, indicating the presence and location of the leak. Vacuum pumps can be used to create a pressure differential that forces gas out of the leak, making it easier to detect the bubbles.
3. Helium Leak Detection: Helium leak detection is a highly sensitive method used to locate extremely small leaks. Helium, being a small atom, can easily penetrate small openings and leaks. In this method, the system or component is pressurized with helium gas, and a vacuum pump is used to evacuate the surrounding area. A helium leak detector is then used to sniff or scan the area for the presence of helium, indicating the location of the leak. Vacuum pumps are essential for creating the low-pressure environment required for this method and ensuring accurate detection.
4. Pressure Change Testing: Vacuum pumps can also be used in pressure change testing for leak detection. This method involves pressurizing a system or component and then isolating it from the pressure source. The pressure is monitored over time, and any significant pressure drop indicates the presence of a leak. Vacuum pumps can be used to evacuate the system after pressurization, returning it to atmospheric pressure for comparison or retesting.
5. Mass Spectrometer Leak Detection: Mass spectrometer leak detection is a highly sensitive and precise method used to identify and quantify leaks. It involves introducing a tracer gas, usually helium, into the system or component being tested. A vacuum pump is used to evacuate the surrounding area, and a mass spectrometer is employed to analyze the gas samples for the presence of the tracer gas. This method allows for accurate detection and quantification of leaks down to very low levels. Vacuum pumps are crucial for creating the necessary vacuum conditions and ensuring reliable results.
In summary, vacuum pumps can be effectively used for leak detection purposes. They facilitate various leak detection methods such as vacuum decay, bubble testing, helium leak detection, pressure change testing, and mass spectrometer leak detection. Vacuum pumps create the required low-pressure environment, assist in evacuating the system or component being tested, and enable accurate and reliable leak detection. The choice of vacuum pump depends on the specific requirements of the leak detection method and the sensitivity needed for the application.
How Are Vacuum Pumps Different from Air Compressors?
Vacuum pumps and air compressors are both mechanical devices used to manipulate air and gas, but they serve opposite purposes. Here’s a detailed explanation of their differences:
1. Function:
– Vacuum Pumps: Vacuum pumps are designed to remove or reduce the pressure within a closed system, creating a vacuum or low-pressure environment. They extract air or gas from a chamber, creating suction or negative pressure.
– Air Compressors: Air compressors, on the other hand, are used to increase the pressure of air or gas. They take in ambient air or gas and compress it, resulting in higher pressure and a compacted volume of air or gas.
2. Pressure Range:
– Vacuum Pumps: Vacuum pumps are capable of generating pressures below atmospheric pressure or absolute zero pressure. The pressure range typically extends into the negative range, expressed in units such as torr or pascal.
– Air Compressors: Air compressors, on the contrary, operate in the positive pressure range. They increase the pressure above atmospheric pressure, typically measured in units like pounds per square inch (psi) or bar.
3. Applications:
– Vacuum Pumps: Vacuum pumps have various applications where the creation of a vacuum or low-pressure environment is required. They are used in processes such as vacuum distillation, vacuum drying, vacuum packaging, and vacuum filtration. They are also essential in scientific research, semiconductor manufacturing, medical suction devices, and many other industries.
– Air Compressors: Air compressors find applications where compressed air or gas at high pressure is needed. They are used in pneumatic tools, manufacturing processes, air conditioning systems, power generation, and inflating tires. Compressed air is versatile and can be employed in numerous industrial and commercial applications.
4. Design and Mechanism:
– Vacuum Pumps: Vacuum pumps are designed to create a vacuum by removing air or gas from a closed system. They may use mechanisms such as positive displacement, entrapment, or momentum transfer to achieve the desired vacuum level. Examples of vacuum pump types include rotary vane pumps, diaphragm pumps, and diffusion pumps.
– Air Compressors: Air compressors are engineered to compress air or gas, increasing its pressure and decreasing its volume. They use mechanisms like reciprocating pistons, rotary screws, or centrifugal force to compress the air or gas. Common types of air compressors include reciprocating compressors, rotary screw compressors, and centrifugal compressors.
5. Direction of Air/Gas Flow:
– Vacuum Pumps: Vacuum pumps draw air or gas into the pump and then expel it from the system, creating a vacuum within the chamber or system being evacuated.
– Air Compressors: Air compressors take in ambient air or gas and compress it, increasing its pressure and storing it in a tank or delivering it directly to the desired application.
While vacuum pumps and air compressors have different functions and operate under distinct pressure ranges, they are both vital in various industries and applications. Vacuum pumps create and maintain a vacuum or low-pressure environment, while air compressors compress air or gas to higher pressures for different uses and processes.


editor by CX 2024-04-16
China high quality Buy Chemistry Vacuum Pump with Diaphragm Type for Laboratory Use vacuum pump oil
Product Description
Product Description
Diaphragm Vacuum Pump(GM-0.33II)
Working Principle:
The reciprocating movement of the diaphragm compresses and stretches the air in the pump chamber to form a vacuum, under the effect of the pressure difference, which is generated between the pump suction port and the external atmospheric pressure,the gas is pressed into the pump chamber,and then discharged from the exhaust port.
Techqiue Date-GM-0.33II
| Pumping Speed | 20L/Min | Noise Level(dB) | <60 |
| Ultimate Pressure | ≥0.08Mpa | Material of Diaphragm | Nitrile Rubber(NBR) |
| Vacuum | 200mbar | Packing Size(mm) | 270*130*210 |
| Inlet(mm) | φ6 | Weight(kg) | 8.5 |
| Temp of the Body(ºC) | <40 | Power Supply | Customized |
| Ambient Temp.(ºC) | 7-40 | Pump Head | 1 |
| Motor Power(w) | 160 | Function | Vacuum |
Relative Products:
Main Feature:
•Chemical Resistance
•Compact
•100% Oil-free
•Plug and play
•Small Footprint
•Fixing Sucker
•Low Maintenance
•Low noise and Low Vibration
•Thermal protection device
Applicaiton:
It is widely used in scientific research laboratories, instruments and meters, chemical analysis, bioengineering, automatic control, environmental protection, water treatment and many other fields.
For example:
Vacuum Adsorption
Solvent Filtration
Vacuum Disillation
Vacuum Drying
Compressing And Converting Gas
SPE (Solid Phase Extraction)
Packaging & Shipping
Certifications
Company Profile
ZheJiang CZPT Experiment Equipment Co.,ltd is renowned as an experienced manufacture of Vacuum Pumps and Filtration Apparatus since 1993.
We are located in ZheJiang Xihu (West Lake) Dis. New Hi-Tech Zone,a villa style facility with 400 square meters,which includes research,development,production,inspection and selling department.
Our sales network is spread throughout China to extends to the United States,Europe,the Middle East,Asia and other regions of the world.We have a long-term strategic cooperation agreement with the top 500 multinational companies. Welcome your inquiry.
FAQ
1.Are you a factory or distributor?
We are a factory,established in 1993.
2.What’s the minimum order quantity?
One set /One pkt
3. What is the delivery time?
3-5 working days after payment for regular models and 5-10 working days for customized models.
4. Can you accept OEM or ODM?
Yes, we can.
5.What is your Package?
Packed with standard carton and anti-shock foam protection inside,or according to your requirement.
6.After-Sales Service:
1). One-year Warranty
2).Training how to install and operate the instruments by video
3).7*24hoursTechnology Support by e-mail/Wechat/Mobile phone
7. How to choose the suitable equipment?
Tell us your requirements, our professional sales will introduce you the most suitable model.
8. How about the warranty for your products?
All of our products have 1 year warranty. During the guarantee period, if there are any problem with our instrument, we will help you to solve it by sending pictures, videos or free spare parts until things get fixed. Out of guarantee, we will also help you solve the problem,but not including send free spare parts to your country.
9. Can you offer the technical support, online or site training?
We will offer technical support like operating manual, operating videos to support or provided training material of the detailed products you are interested in. If you have chance to come to ZheJiang , welcome to our office, we have samples here, and we can show you how to operate them.
|
Shipping Cost:
Estimated freight per unit. |
To be negotiated |
|---|
| After-sales Service: | Support |
|---|---|
| Warranty: | 1year |
| Oil or Not: | Oil Free |
| Samples: |
US$ 210/Set
1 Set(Min.Order) | Order Sample |
|---|
| Customization: |
Available
|
|
|---|

Types of vacuum pumps
A vacuum pump is a device that draws gas molecules from a sealed volume and maintains a partial vacuum. Its job is to create a vacuum in a volume, usually one of several. There are several types of vacuum pumps, such as root pumps, diaphragm pumps, rotary piston pumps, and self-priming centrifugal pumps.
The diaphragm pump is a dry positive displacement vacuum pump
Diaphragm pumps are a versatile type of vacuum pump. They can be installed in a variety of scenarios including container emptying, positive suction, and simultaneous fluid mixing. Their performance depends on the stiffness and durability of the diaphragm, which in turn depends on the material.
They have good performance when running in dry mode. Diaphragm pumps work very similarly to the human heart, which is why they are often used to create artificial hearts. In addition, the diaphragm pump is self-priming and has high efficiency. They are also capable of handling the most viscous liquids and are used in almost all industries.
However, this type of pump has several disadvantages. One of them is that they are difficult to restart after a power outage. Another disadvantage is that they can generate a lot of heat. Fortunately, this heat is carried away by airflow. However, this heat builds up in the multistage pump. If this happens, the diaphragm or motor may be damaged. Diaphragm pumps operating in two or more stages should be fitted with solenoid valves to maintain vacuum stability.
Diaphragm pumps are a good choice for drying processes where hygiene is important. These pumps have check valves and rubber or Teflon diaphragms. Diaphragm pumps are also ideal for high viscosity applications where shear sensitivity is important.
Roots pumps are dry method centrifugal pumps
Roots pumps use a vane rotor pump with two counter-rotating vanes that move in opposite directions to move the gas. They are often the first choice for high-throughput process applications. Depending on the size and number of blades, they can withstand up to 10 Torr.
Centrifugal pumps have several advantages, including the ability to handle corrosive fluids and high temperatures. However, when choosing a pump, it is essential to choose a reputable manufacturer. These companies will be able to advise you on the best pump design for your needs and provide excellent after-sales support. Roots pumps can be used in a wide range of industrial applications including chemical, food, and biotechnology.
The Roots pump is a dry centrifugal pump whose geometry enables it to achieve high compression ratios. The screw rotors are synchronized by a set of timing gears that allow gas to pass in both directions and create a compressed state in the chamber. The pre-compressed gas is discharged through a pressure connection and cooled with water. Some pumps are also able to accept additional cooling gas, but this should be done with caution.
The size of the impeller plays an important role in determining the pump head. The impeller diameter determines how high the pump can lift the liquid. Impeller speed also affects the head. Since the head is proportional to the specific gravity of the liquid, the available suction pressure will be proportional to the density of the liquid. The density of water is about 1.2 kg/m3, and the suction pressure of the centrifugal pump is not enough to lift the water.
The rotary vane pump is a self-priming centrifugal pump
A rotary vane pump is a centrifugal pump with a circular pump head and a cycloid cam that supports the rotor. The rotor is close to the cam wall, and two side plates seal the rotor. Vanes in vane pumps are installed in these cavities, and the rotor rotates at high speed, pushing fluid in and out of the pump. The pump offers several advantages, including a reversible design and the ability to handle a wide variety of clean fluids.
Agknx Pumps manufactures a wide range of vane pumps that combine high performance, low cost, and easy maintenance. These pumps handle medium to high viscosity liquids up to 500 degrees Fahrenheit and 200,000 SSU.
The suction side of the rotary vane pump has a discharge port, and the valve prevents the backflow of the discharge air. When the maximum pressure is reached, the outlet valve closes to prevent the backflow of exhaust gas. The mechanical separation step separates the oil from the gas in the pump circuit and returns the remaining oil particles to the sump. The float valve then reintroduces these oil particles into the oil circuit of the pump. The gas produced is almost oil-free and can be blown out of a pipe or hose.
Rotary vane pumps are self-priming positive displacement pumps commonly used in hydraulic, aeration, and vacuum systems. Unlike gear pumps, rotary vane pumps can maintain high-pressure levels while using relatively low suction pressures. The pump is also very effective when pumping viscous or high-viscosity liquids. 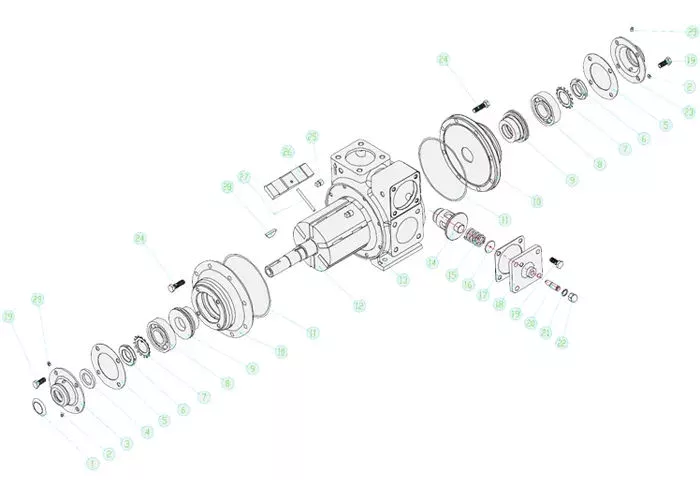
Rotary piston pumps are dry method positive displacement pumps
Rotary piston pumps are dry positive displacement pumps designed to deliver high-viscosity fluids. They are capable of pumping a variety of liquids and can run dry without damaging the liquid. Rotary piston pumps are available in a variety of designs. Some are single shafts, some are two shafts and four bearings.
Positive displacement pumps operate slower than centrifugal pumps. This feature makes the positive displacement pump more sensitive to wear. Piston and plunger reciprocating pumps are particularly prone to wear. For more demanding applications, progressive cavity, diaphragm or lobe pumps may be a better choice.
Positive displacement pumps are typically used to pump high-viscosity fluids. This is because the pump relies on a mechanical seal between the rotating elements and the pump casing. As a result, when fluids have low viscosity, their performance is limited. Additionally, low viscosity fluids can cause valve slippage.
These pumps have a piston/plunger arrangement using stainless steel rotors. Piston/piston pumps have two cavities on the suction side. The fluid then flows from one chamber to the other through a helical motion. This results in very low shear and pulsation rates. The pump is usually installed in a cylindrical housing.
Rotary vane pump corrosion resistance
Rotary vane vacuum pumps are designed for use in a variety of industries. They feature plasma-treated corrosion-resistant parts and anti-suck-back valves to help reduce the number of corrosive vapors entering the pump. These pumps are commonly used in freeze dryers, vacuum ovens, and degassing processes. The high flow rates they provide in their working vacuum allow them to speed up processes and reduce the time it takes to run them. Plus, they have energy-efficient motors and silent volume. <br/While rotary vane vacuum pumps are relatively corrosion resistant, they should not be used for aggressive chemicals. For these chemicals, the most suitable pump is the chemical mixing pump, which combines two types of pumps to improve corrosion resistance. If the application requires a more powerful pump, a progressive cavity pump (eg VACUU*PURE 10C) is suitable.
Oil seals used in rotary vane pumps are important to pump performance. The oil seal prevents corrosion of the aluminum parts of the rotary vane pump and prolongs the service life. Most rotary vane vacuum pumps have a standard set of components, although each component may have different oil seals.
Rotary vane vacuum pumps are the most common type of positive displacement pump. They provide quiet operation and long service life. They are also reliable and inexpensive and can be used in a variety of applications. 
Roots pumps are primarily used as a vacuum booster
Root vacuum pumps are mainly used as vacuum boosters in industrial applications. They need a thorough understanding of operating principles and proper maintenance to function properly. This course is an introduction to Roots vacuum pumps, covering topics such as pump principles, multi-stage pumps, temperature effects, gas cooling, and maintenance.
Roots pumps have many advantages, including compact and quiet operation. They do not generate particles and have a long service life. They also don’t require oil and have a small footprint. However, Roots pumps have several disadvantages, including relatively high maintenance costs and low pumping speeds near atmospheric pressure.
Root vacuum pumps are often used with rotary vane vacuum pumps. They work on the same principle, the air enters a conveying unit formed by two rolling pistons in the housing. The piston heads are separated from each other, and the air passes through the unit without being reduced until it is discharged. When the air in the next unit reaches a higher absolute pressure, it is expelled from the last unit.
Roots pumps can be classified as sheathed or sealed. Roots pumps with sealed motors are suitable for pumping toxic gases. They have less clearance between the stator and motor rotor and have a sealed tank.
editor by CX 2023-04-23