Product Description
Product Description :
Brief Description of vacuum pump
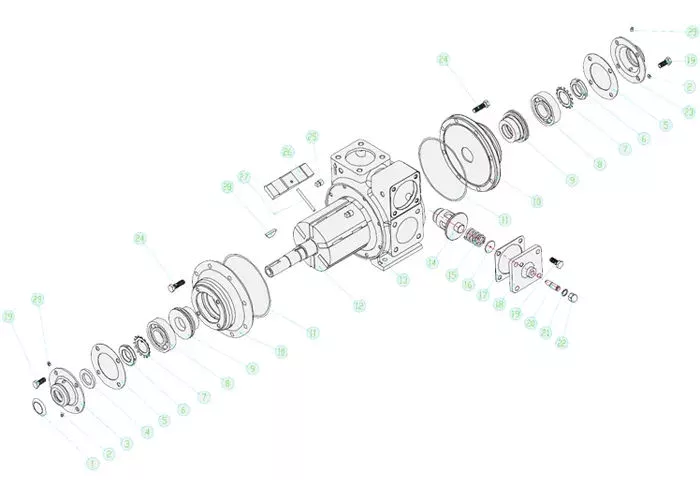
2XZ-2 vacuum pump is a double stage high speed direct coupling structure rotary vane type vacuum pump, which is the basic equipment used to pump gas of the sealing container. Its air bleed speed is 2L/s(50Hz), 2.4L/s(60Hz); partial pressure≤6×10-2 Pa; motor power is 0.37kw; oil volume is 1L. Pump cavity is provided with a rotor, the rotor slot with rotary vane. The rotor drives the rotary vane rotation, the rotary vane close to the chamber wall and separated air inlet port from the discharge port, and the air inlet area of cavity volume is periodically enlarged and inhale, discharge chamber volume is periodically reduced and compressed gas, open the exhaust valve to exhaust gas and then to obtain vacuum. Its working performance is composed of 2 parts, the high level and low level. Its suction is connected with vacuum equipment, when in operation The gas in container will have a large number of suction and discharge, when the equipment got vacuum, high pressure grade exhaust valve is closed, high-pressure grade inlet gas will be transferred to the second level, and through the second stage suction and discharge vacuum equipment, it can obtain a certain vacuum. Pump connecting shaft with motor, high speed, small appearance, compact structure, convenient mobility work.
1. Pumping rate: 0.25~30L/s
2. Gas type: Clean dry air without any other mixture at ambient temperature.
3. Working requirements:
When the inlet pressure is greater than 6500Pa, continuous working hours must not be more than 3 minutes so that avoid fuel injection to damage pump.When the inlet pressure is less than 1330pa, it is allowed to work continuously for a long time.
4. Ambient temperature:5ºC-40ºC, the relative temperature is not higher than 90%.
Technical Parameter
| Model Parameter |
2XZ-0.25 | 2XZ-0.5 | 2XZ-1 | 2XZ-2 | 2XZ-4 | 2XZ-6 | 2XZ-8 | 2XZ-15 | 2XZ-25 | |
| Air bleed speed m³/h(L/s) | 50HZ | 0.9(0.25) | 1.8(0.5) | 3.6(1) | 7.2(2) | 14.4(4) | 21.6(6) | 28.8(8) | 54(15) | 90(25) |
| 60HZ | 1.1(0.3) | 2.1(0.6) | 4.3(1.2) | 8.6(2.4) | 17.2(4.8) | 26(7.2) | 34.5(9.6) | 64.8(18) | 108(30) | |
| Extreme pressure(Pa) | partial pressure | ≤6×10-1 | ≤6×10-2 | ≤6×10-2 | ≤6×10-2 | ≤6×10-2 | ≤4×10-2 | ≤4×10-2 | ≤4×10-2 | ≤4×10-2 |
| full pressure | ≤6.5 | ≤1.33 | ≤1.33 | ≤1.33 | ≤1.33 | ≤1 | ≤1 | ≤1 | ≤1 | |
| Rotating speed(r/min) | 50HZ | 1400 | 1400 | 1400 | 1400 | 1400 | 1400 | 1400 | 1400 | 1400 |
| 60HZ | 1720 | 1720 | 1720 | 1720 | 1720 | 1720 | 1720 | 1720 | 1720 | |
| Motor power(kw) | 0.12 | 0.18 | 0.25 | 0.37 | 0.55 | 0.75 | 1.1 | 1.5 | 2.2 | |
| Noise(dBA) | 63 | 65 | 65 | 68 | 68 | 68 | 70 | 70 | 72 | |
| Oil vilume (L) | 0.5 | 0.6 | 0.7 | 1 | 1.2 | 2 | 3 | 4 | 5 | |
| Size(mm) | 403*130*240 | 447*168*260 | 469*168*260 | 514*168*282 | 565*168*282 | 565*200*342 | 650*240*430 | 700*240*430 | 770*240*430 | |
| G.W./N.W.(Kg) | 16/15 | 17/16 | 18/17 | 22/20 | 24/22 | 50/40 | 70/60 | 86/75 | 98/85 | |
Corollary Equipment
1. 2XZ-2 Rotary Vane Vacuum Pump corollary use with freezer dryer to reach vacuum state, it’s an essential corollary equipment in medicine CHINAMFG drying, biology, food industry and agricultural products deep processing.
2. 2XZ-2 Rotary Vane Vacuum Pump corollary use with vacuum drying oven for maintaining vacuum state inside the oven, they mainly applies in powder drying and baking in vacuum condition.
3. 2XZ-2 Rotary Vane Vacuum Pump corollary use with vacuum crucible CHINAMFG to pump vacuum, they mainly used for the sintering, melting and analysis of metal, nonmetal and chemical compound.
Recommending Styles
Q: What kind of gas is not suitable for 2XZ-2 of rotary vane vacuum pump to pump out?
A: Corrosive to the metal, the chemical reaction to the pump oil, containing particles of dust, high oxygen content, explosive, and toxic gases.
Q: The working environment of 2XZ-2 refrigeration vacuum pump?
A: 5ºC-40ºC, the relative temperature is not higher than 90%. When the inlet pressure is less than 1333pa, it is allowed to work continuously for a long time.
Q: What is the payment terms?
T/T, Paypal, Western Union, Ali credit insurance, L/C etc
| Oil or Not: | Oil |
|---|---|
| Structure: | Rotary Vacuum Pump |
| Exhauster Method: | Kinetic Vacuum Pump |
| Vacuum Degree: | Vacuum |
| Work Function: | Maintain the Pump |
| Rotating Speed(R/Min): | 1400 |
| Samples: |
US$ 250/Piece
1 Piece(Min.Order) | |
|---|

What Is the Vacuum Level and How Is It Measured in Vacuum Pumps?
The vacuum level refers to the degree of pressure below atmospheric pressure in a vacuum system. It indicates the level of “emptiness” or the absence of gas molecules in the system. Here’s a detailed explanation of vacuum level measurement in vacuum pumps:
Vacuum level is typically measured using pressure units that represent the difference between the pressure in the vacuum system and atmospheric pressure. The most common unit of measurement for vacuum level is the Pascal (Pa), which is the SI unit. Other commonly used units include Torr, millibar (mbar), and inches of mercury (inHg).
Vacuum pumps are equipped with pressure sensors or gauges that measure the pressure within the vacuum system. These gauges are specifically designed to measure the low pressures encountered in vacuum applications. There are several types of pressure gauges used for measuring vacuum levels:
1. Pirani Gauge: Pirani gauges operate based on the thermal conductivity of gases. They consist of a heated element exposed to the vacuum environment. As gas molecules collide with the heated element, they transfer heat away, causing a change in temperature. By measuring the change in temperature, the pressure can be inferred, allowing the determination of the vacuum level.
2. Thermocouple Gauge: Thermocouple gauges utilize the thermal conductivity of gases similar to Pirani gauges. They consist of two dissimilar metal wires joined together, forming a thermocouple. As gas molecules collide with the thermocouple, they cause a temperature difference between the wires, generating a voltage. The voltage is proportional to the pressure and can be calibrated to provide a reading of the vacuum level.
3. Capacitance Manometer: Capacitance manometers measure pressure by detecting the change in capacitance between two electrodes caused by the deflection of a flexible diaphragm. As the pressure in the vacuum system changes, the diaphragm moves, altering the capacitance and providing a measurement of the vacuum level.
4. Ionization Gauge: Ionization gauges operate by ionizing gas molecules in the vacuum system and measuring the resulting electrical current. The ion current is proportional to the pressure, allowing the determination of the vacuum level. There are different types of ionization gauges, such as hot cathode, cold cathode, and Bayard-Alpert gauges.
5. Baratron Gauge: Baratron gauges utilize the principle of capacitance manometry but with a different design. They consist of a pressure-sensing diaphragm separated by a small gap from a reference electrode. The pressure difference between the vacuum system and the reference electrode causes the diaphragm to deflect, changing the capacitance and providing a measurement of the vacuum level.
It’s important to note that different types of vacuum pumps may have different pressure ranges and may require specific pressure gauges suitable for their operating conditions. Additionally, vacuum pumps are often equipped with multiple gauges to provide information about the pressure at different stages of the pumping process or in different parts of the system.
In summary, vacuum level refers to the pressure below atmospheric pressure in a vacuum system. It is measured using pressure gauges specifically designed for low-pressure environments. Common types of pressure gauges used in vacuum pumps include Pirani gauges, thermocouple gauges, capacitance manometers, ionization gauges, and Baratron gauges.
\
How Do Vacuum Pumps Impact the Quality of 3D Printing?
Vacuum pumps play a significant role in improving the quality and performance of 3D printing processes. Here’s a detailed explanation:
3D printing, also known as additive manufacturing, is a process of creating three-dimensional objects by depositing successive layers of material. Vacuum pumps are utilized in various aspects of 3D printing to enhance the overall quality, accuracy, and reliability of printed parts. Here are some key ways in which vacuum pumps impact 3D printing:
1. Material Handling and Filtration: Vacuum pumps are used in 3D printing systems to handle and control the flow of materials. They create the necessary suction force to transport powdered materials, such as polymers or metal powders, from storage containers to the printing chamber. Vacuum systems also assist in filtering and removing unwanted particles or impurities from the material, ensuring the purity and consistency of the feedstock. This helps to prevent clogging or contamination issues during the printing process.
2. Build Plate Adhesion: Proper adhesion of the printed object to the build plate is crucial for achieving dimensional accuracy and preventing warping or detachment during the printing process. Vacuum pumps are employed to create a vacuum environment or suction force that securely holds the build plate and ensures firm adhesion between the first layer of the printed object and the build surface. This promotes stability and minimizes the risk of layer shifting or deformation during the printing process.
3. Material Drying: Many 3D printing materials, such as filament or powdered polymers, can absorb moisture from the surrounding environment. Moisture-contaminated materials can lead to poor print quality, reduced mechanical properties, or defects in the printed parts. Vacuum pumps with integrated drying capabilities can be employed to create a low-pressure environment, effectively removing moisture from the materials before they are used in the printing process. This ensures the dryness and quality of the materials, resulting in improved print outcomes.
4. Resin Handling in Stereolithography (SLA): In SLA 3D printing, a liquid resin is selectively cured using light sources to create the desired object. Vacuum pumps are utilized to facilitate the resin handling process. They can be employed to degas or remove air bubbles from the liquid resin, ensuring a smooth and bubble-free flow during material dispensing. This helps to prevent defects and imperfections caused by trapped air or bubbles in the final printed part.
5. Enclosure Pressure Control: Some 3D printing processes, such as selective laser sintering (SLS) or binder jetting, require the printing chamber to be maintained at a specific pressure or controlled atmosphere. Vacuum pumps are used to create a controlled low-pressure or vacuum environment within the printing chamber, enabling precise pressure regulation and maintaining the desired conditions for optimal printing results. This control over the printing environment helps to prevent oxidation, improve material flow, and enhance the quality and consistency of printed parts.
6. Post-Processing and Cleaning: Vacuum pumps can also aid in post-processing steps and cleaning of 3D printed parts. For instance, in processes like support material removal or surface finishing, vacuum systems can assist in the removal of residual support structures or excess powder from printed objects. They can also be employed in vacuum-based cleaning methods, such as vapor smoothing, to achieve smoother surface finishes and enhance the aesthetics of the printed parts.
7. System Maintenance and Filtration: Vacuum pumps used in 3D printing systems require regular maintenance and proper filtration to ensure their efficient and reliable operation. Effective filtration systems within the vacuum pumps help to remove any contaminants or particles generated during printing, preventing their circulation and potential deposition on the printed parts. This helps to maintain the cleanliness of the printing environment and minimize the risk of defects or impurities in the final printed objects.
In summary, vacuum pumps have a significant impact on the quality of 3D printing. They contribute to material handling and filtration, build plate adhesion, material drying, resin handling in SLA, enclosure pressure control, post-processing and cleaning, as well as system maintenance and filtration. By utilizing vacuum pumps in these critical areas, 3D printing processes can achieve improved accuracy, dimensional stability, material quality, and overall print quality.
What Industries Commonly Rely on Vacuum Pump Technology?
Vacuum pump technology finds applications in various industries where creating and controlling vacuum or low-pressure environments is crucial. Here’s a detailed explanation:
1. Manufacturing and Production: Vacuum pumps are extensively used in manufacturing and production processes across multiple industries. They are employed for tasks such as vacuum molding, vacuum packaging, vacuum degassing, vacuum drying, and vacuum distillation. Industries like automotive, aerospace, electronics, pharmaceuticals, and food processing rely on vacuum pump technology to achieve precise and controlled manufacturing conditions.
2. Chemical and Pharmaceutical: The chemical and pharmaceutical industries heavily rely on vacuum pumps for numerous applications. These include solvent recovery, vacuum filtration, vacuum drying, distillation, crystallization, and evaporation. Vacuum pumps enable these industries to carry out critical processes under reduced pressure, ensuring efficient separation, purification, and synthesis of various chemical compounds and pharmaceutical products.
3. Semiconductor and Electronics: The semiconductor and electronics industries extensively use vacuum pumps for manufacturing microchips, electronic components, and electronic devices. Vacuum pumps are crucial in processes such as physical vapor deposition (PVD), chemical vapor deposition (CVD), etching, ion implantation, and sputtering. These processes require controlled vacuum conditions to ensure precise deposition, surface modification, and contamination-free manufacturing.
4. Research and Development: Vacuum pump technology is integral to research and development activities across scientific disciplines. It supports experiments and investigations in fields such as physics, chemistry, materials science, biology, and environmental science. Vacuum pumps facilitate processes like freeze drying, vacuum distillation, vacuum evaporation, vacuum spectroscopy, and creating controlled atmospheric conditions for studying various phenomena.
5. Food and Beverage: The food and beverage industry relies on vacuum pumps for packaging and preservation purposes. Vacuum sealing is used to extend the shelf life of food products by removing air and creating a vacuum-sealed environment that inhibits spoilage and maintains freshness. Vacuum pumps are also used in processes like freeze drying, vacuum concentration, and vacuum cooling.
6. Oil and Gas: In the oil and gas industry, vacuum pumps play a role in various applications. They are used for crude oil vacuum distillation, vacuum drying, vapor recovery, gas compression, and gas stripping processes. Vacuum pumps help maintain optimal conditions during oil refining, gas processing, and petrochemical manufacturing.
7. Environmental and Waste Management: Vacuum pumps are employed in environmental and waste management applications. They are used for tasks such as soil vapor extraction, groundwater remediation, landfill gas recovery, and wastewater treatment. Vacuum pumps facilitate the removal and containment of gases, vapors, and pollutants, contributing to environmental protection and sustainable waste management.
8. Medical and Healthcare: The medical and healthcare sectors utilize vacuum pumps for various purposes. They are used in medical equipment such as vacuum-assisted wound therapy devices, vacuum-based laboratory analyzers, and vacuum suction systems in hospitals and clinics. Vacuum pumps are also used in medical research, pharmaceutical production, and medical device manufacturing.
9. Power Generation: Vacuum pumps play a role in power generation industries, including nuclear power plants and thermal power plants. They are used for steam condensation, turbine blade cooling, vacuum drying during transformer manufacturing, and vacuum systems for testing and maintenance of power plant equipment.
10. HVAC and Refrigeration: The HVAC (Heating, Ventilation, and Air Conditioning) and refrigeration industries rely on vacuum pumps for system installation, maintenance, and repair. Vacuum pumps are used to evacuate air and moisture from refrigerant lines and HVAC systems, ensuring optimal system performance and efficiency.
These are just a few examples of industries that commonly rely on vacuum pump technology. The versatility and wide-ranging applications of vacuum pumps make them indispensable tools across numerous sectors, enabling precise control over vacuum conditions, efficient manufacturing processes, and scientific investigations.


editor by CX 2023-12-05
China OEM DC 24V Inflatable Circulating Electric Mini Diaphragm Vacuum Air Pump vacuum pump and compressor
Product Description
DC 24V Inflatable Circulating Electric Mini Diaphragm Vacuum Air Pump
Product Feature:
1. Small, powerful
2. Look attractive, durable Shell
3. Chemical stability, oil-free dry-running, maintenance-free
4. Long life
5. Good sealing, low noise
Technical Parameter:
| Rated woltege | 12V | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Rated power | 3.6w | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Max pressure | 1.5bar | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Max current | 3 China, HangZhou, ZHangZhoug, China.
ONEREEL is specialized in the design and manufacture Steel Spools, Plastic Spools, Cable roller, Yarn Bobbin, aluminum spool , Cable Reel Stand, Sheave Pulley, Cable Conveyor, Hydraulic Puller Tensioner, Gin Poles, Cable Pulling Winch, Safety Tools, Wire Grip, Plastic Parts, and Pump in the industry since 1991. All of our customer spool and wire carrier are engineered and manufactured in our 120,000 square foot state-of-the-art manufacturing plant located in HangZhou, ZHangZhoug.
Hot Product
Our Customer
Packaging & Transportation
Authoritative Certificate
FAQ Q1: Can I get samples?
How Are Vacuum Pumps Employed in the Production of Electronic Components?Vacuum pumps play a crucial role in the production of electronic components. Here’s a detailed explanation: The production of electronic components often requires controlled environments with low or no atmospheric pressure. Vacuum pumps are employed in various stages of the production process to create and maintain these vacuum conditions. Here are some key ways in which vacuum pumps are used in the production of electronic components: 1. Deposition Processes: Vacuum pumps are extensively used in deposition processes, such as physical vapor deposition (PVD) and chemical vapor deposition (CVD), which are commonly employed for thin film deposition on electronic components. These processes involve the deposition of materials onto substrates in a vacuum chamber. Vacuum pumps help create and maintain the necessary vacuum conditions required for precise and controlled deposition of the thin films. 2. Etching and Cleaning: Etching and cleaning processes are essential in the fabrication of electronic components. Vacuum pumps are used to create a vacuum environment in etching and cleaning chambers, where reactive gases or plasmas are employed to remove unwanted materials or residues from the surfaces of the components. The vacuum pumps help evacuate the chamber and ensure the efficient removal of byproducts and waste gases. 3. Drying and Bake-out: Vacuum pumps are utilized in the drying and bake-out processes of electronic components. After wet processes, such as cleaning or wet etching, components need to be dried thoroughly. Vacuum pumps help create a vacuum environment that facilitates the removal of moisture or solvents from the components, ensuring their dryness before subsequent processing steps. Additionally, vacuum bake-out is employed to remove moisture or other contaminants trapped within the components’ materials or structures, enhancing their reliability and performance. 4. Encapsulation and Packaging: Vacuum pumps are involved in the encapsulation and packaging stages of electronic component production. These processes often require the use of vacuum-sealed packaging to protect the components from environmental factors such as moisture, dust, or oxidation. Vacuum pumps assist in evacuating the packaging materials, creating a vacuum-sealed environment that helps maintain the integrity and longevity of the electronic components. 5. Testing and Quality Control: Vacuum pumps are utilized in testing and quality control processes for electronic components. Some types of testing, such as hermeticity testing, require the creation of a vacuum environment for evaluating the sealing integrity of electronic packages. Vacuum pumps help evacuate the testing chambers, ensuring accurate and reliable test results. 6. Soldering and Brazing: Vacuum pumps play a role in soldering and brazing processes for joining electronic components and assemblies. Vacuum soldering is a technique used to achieve high-quality solder joints by removing air and reducing the risk of voids, flux residuals, or oxidation. Vacuum pumps assist in evacuating the soldering chambers, creating the required vacuum conditions for precise and reliable soldering or brazing. 7. Surface Treatment: Vacuum pumps are employed in surface treatment processes for electronic components. These processes include plasma cleaning, surface activation, or surface modification techniques. Vacuum pumps help create the necessary vacuum environment where plasma or reactive gases are used to treat the component surfaces, improving adhesion, promoting bonding, or altering surface properties. It’s important to note that different types of vacuum pumps may be used in electronic component production, depending on the specific process requirements. Commonly used vacuum pump technologies include rotary vane pumps, turbo pumps, cryogenic pumps, and dry pumps. In summary, vacuum pumps are essential in the production of electronic components, facilitating deposition processes, etching and cleaning operations, drying and bake-out stages, encapsulation and packaging, testing and quality control, soldering and brazing, as well as surface treatment. They enable the creation and maintenance of controlled vacuum environments, ensuring precise and reliable manufacturing processes for electronic components.
What Is the Difference Between Dry and Wet Vacuum Pumps?Dry and wet vacuum pumps are two distinct types of pumps that differ in their operating principles and applications. Here’s a detailed explanation of the differences between them: Dry Vacuum Pumps: Dry vacuum pumps operate without the use of any lubricating fluid or sealing water in the pumping chamber. They rely on non-contact mechanisms to create a vacuum. Some common types of dry vacuum pumps include: 1. Rotary Vane Pumps: Rotary vane pumps consist of a rotor with vanes that slide in and out of slots in the rotor. The rotation of the rotor creates chambers that expand and contract, allowing the gas to be pumped. The vanes and the housing are designed to create a seal, preventing gas from flowing back into the pump. Rotary vane pumps are commonly used in laboratories, medical applications, and industrial processes where a medium vacuum level is required. 2. Dry Screw Pumps: Dry screw pumps use two or more intermeshing screws to compress and transport gas. As the screws rotate, the gas is trapped between the threads and transported from the suction side to the discharge side. Dry screw pumps are known for their high pumping speeds, low noise levels, and ability to handle various gases. They are used in applications such as semiconductor manufacturing, chemical processing, and vacuum distillation. 3. Claw Pumps: Claw pumps use two rotors with claw-shaped lobes that rotate in opposite directions. The rotation creates a series of expanding and contracting chambers, enabling gas capture and pumping. Claw pumps are known for their oil-free operation, high pumping speeds, and suitability for handling dry and clean gases. They are commonly used in applications such as automotive manufacturing, food packaging, and environmental technology. Wet Vacuum Pumps: Wet vacuum pumps, also known as liquid ring pumps, operate by using a liquid, typically water, to create a seal and generate a vacuum. The liquid ring serves as both the sealing medium and the working fluid. Wet vacuum pumps are commonly used in applications where a higher level of vacuum is required or when handling corrosive gases. Some key features of wet vacuum pumps include: 1. Liquid Ring Pumps: Liquid ring pumps feature an impeller with blades that rotate eccentrically within a cylindrical casing. As the impeller rotates, the liquid forms a ring against the casing due to centrifugal force. The liquid ring creates a seal, and as the impeller spins, the volume of the gas chamber decreases, leading to the compression and discharge of gas. Liquid ring pumps are known for their ability to handle wet and corrosive gases, making them suitable for applications such as chemical processing, oil refining, and wastewater treatment. 2. Water Jet Pumps: Water jet pumps utilize a jet of high-velocity water to create a vacuum. The water jet entrains gases, and the mixture is then separated in a venturi section, where the water is recirculated, and the gases are discharged. Water jet pumps are commonly used in laboratories and applications where a moderate vacuum level is required. The main differences between dry and wet vacuum pumps can be summarized as follows: 1. Operating Principle: Dry vacuum pumps operate without the need for any sealing fluid, while wet vacuum pumps utilize a liquid ring or water as a sealing and working medium. 2. Lubrication: Dry vacuum pumps do not require lubrication since there is no contact between moving parts, whereas wet vacuum pumps require the presence of a liquid for sealing and lubrication. 3. Applications: Dry vacuum pumps are suitable for applications where a medium vacuum level is required, and oil-free operation is desired. They are commonly used in laboratories, medical settings, and various industrial processes. Wet vacuum pumps, on the other hand, are used when a higher vacuum level is needed or when handling corrosive gases. They find applications in chemical processing, oil refining, and wastewater treatment, among others. It’s important to note that the selection of a vacuum pump depends on specific requirements such as desired vacuum level, gas compatibility, operating conditions, and the nature of the application. In summary, the primary distinction between dry and wet vacuum pumps lies in their operating principles, lubrication requirements, and applications. Dry vacuum pumps operate without any lubricating fluid, while wet vacuum pumps rely on a liquid ring or water for sealing and lubrication. The choice between dry and wet vacuum pumps depends on the specific needs of the application and the desired vacuum level.
How Are Vacuum Pumps Different from Air Compressors?Vacuum pumps and air compressors are both mechanical devices used to manipulate air and gas, but they serve opposite purposes. Here’s a detailed explanation of their differences: 1. Function: – Vacuum Pumps: Vacuum pumps are designed to remove or reduce the pressure within a closed system, creating a vacuum or low-pressure environment. They extract air or gas from a chamber, creating suction or negative pressure. – Air Compressors: Air compressors, on the other hand, are used to increase the pressure of air or gas. They take in ambient air or gas and compress it, resulting in higher pressure and a compacted volume of air or gas. 2. Pressure Range: – Vacuum Pumps: Vacuum pumps are capable of generating pressures below atmospheric pressure or absolute zero pressure. The pressure range typically extends into the negative range, expressed in units such as torr or pascal. – Air Compressors: Air compressors, on the contrary, operate in the positive pressure range. They increase the pressure above atmospheric pressure, typically measured in units like pounds per square inch (psi) or bar. 3. Applications: – Vacuum Pumps: Vacuum pumps have various applications where the creation of a vacuum or low-pressure environment is required. They are used in processes such as vacuum distillation, vacuum drying, vacuum packaging, and vacuum filtration. They are also essential in scientific research, semiconductor manufacturing, medical suction devices, and many other industries. – Air Compressors: Air compressors find applications where compressed air or gas at high pressure is needed. They are used in pneumatic tools, manufacturing processes, air conditioning systems, power generation, and inflating tires. Compressed air is versatile and can be employed in numerous industrial and commercial applications. 4. Design and Mechanism: – Vacuum Pumps: Vacuum pumps are designed to create a vacuum by removing air or gas from a closed system. They may use mechanisms such as positive displacement, entrapment, or momentum transfer to achieve the desired vacuum level. Examples of vacuum pump types include rotary vane pumps, diaphragm pumps, and diffusion pumps. – Air Compressors: Air compressors are engineered to compress air or gas, increasing its pressure and decreasing its volume. They use mechanisms like reciprocating pistons, rotary screws, or centrifugal force to compress the air or gas. Common types of air compressors include reciprocating compressors, rotary screw compressors, and centrifugal compressors. 5. Direction of Air/Gas Flow: – Vacuum Pumps: Vacuum pumps draw air or gas into the pump and then expel it from the system, creating a vacuum within the chamber or system being evacuated. – Air Compressors: Air compressors take in ambient air or gas and compress it, increasing its pressure and storing it in a tank or delivering it directly to the desired application. While vacuum pumps and air compressors have different functions and operate under distinct pressure ranges, they are both vital in various industries and applications. Vacuum pumps create and maintain a vacuum or low-pressure environment, while air compressors compress air or gas to higher pressures for different uses and processes.
China Custom Multi-Purpose Desktop Four Taps Circulating Water Vacuum Pump vacuum pump ac systemProduct Description
Multi-Purpose Desktop Four Taps Circulating Water Vacuum Pump
Function Introduction: Product Parameters
Packaging & Shipping Package Detail 1) Wooden packing 1) AMERICA:3-8 working days.
Company Profile
i’an Xihu (West Lake) Dis. Biotechnology Co., Ltd, is a famous manufacturer of Lab equipment located in the central China. Now has XIHU (WEST LAKE) DIS., CHINAMFG 2 CHINAMFG brand trademarks. The main products include ultra-high temperature and high pressure reactor, high pressure photochemical reactor, supercritical high pressure reactor, high pressure glass reactor, micro high pressure reactor, high pressure ultrasonic reactor, Ultra-high temperature hydrothermal synthesis reactor, photocatalytic reactor, visual catalytic reactor, hydrothermal synthesis reactor, rotary evaporator, parallel synthesis reactor, high and low temperature circulator, high and low temperature high pressure tubular reactor and other equipment and so on. Specialize in this field for more than 20 years,TKA brand instrument has own high reputation in more than 70 countries and regions, provide technical support for tens of thousands organizations to solve problems within their research, special for university, research institutes, industries, inspection agencies, etc. Promoting technology progress and improving human life is CHINAMFG social mission.
Exhibition Show FAQ Q1:Are you trading company or manufacturer? Q2: How long is your delivery time? Q3:How to shipping the replacement parts? Q4: How about your quality warranty ? Q5: Do you accept OEM and ODM orders? Q6:What is your terms of payment? Q7:Can we visit your factory?
Can Vacuum Pumps Be Used in the Aerospace Sector?Vacuum pumps indeed have various applications in the aerospace sector. Here’s a detailed explanation: Vacuum pumps play a crucial role in several areas of the aerospace industry, supporting various processes and systems. Some of the key applications of vacuum pumps in the aerospace sector include: 1. Space Simulation Chambers: Vacuum pumps are used in space simulation chambers to replicate the low-pressure conditions experienced in outer space. These chambers are utilized for testing and validating the performance and functionality of aerospace components and systems under simulated space conditions. Vacuum pumps create and maintain the necessary vacuum environment within these chambers, allowing engineers and scientists to evaluate the behavior and response of aerospace equipment in space-like conditions. 2. Propellant Management: In space propulsion systems, vacuum pumps are employed for propellant management. They help in the transfer, circulation, and pressurization of propellants, such as liquid rocket fuels or cryogenic fluids, in both launch vehicles and spacecraft. Vacuum pumps assist in creating the required pressure differentials for propellant flow and control, ensuring efficient and reliable operation of propulsion systems. 3. Environmental Control Systems: Vacuum pumps are utilized in the environmental control systems of aircraft and spacecraft. These systems are responsible for maintaining the desired atmospheric conditions, including temperature, humidity, and cabin pressure, to ensure the comfort, safety, and well-being of crew members and passengers. Vacuum pumps are used to regulate and control the cabin pressure, facilitating the circulation of fresh air and maintaining the desired air quality within the aircraft or spacecraft. 4. Satellite Technology: Vacuum pumps find numerous applications in satellite technology. They are used in the fabrication and testing of satellite components, such as sensors, detectors, and electronic devices. Vacuum pumps help create the necessary vacuum conditions for thin film deposition, surface treatment, and testing processes, ensuring the performance and reliability of satellite equipment. Additionally, vacuum pumps are employed in satellite propulsion systems to manage propellants and provide thrust for orbital maneuvers. 5. Avionics and Instrumentation: Vacuum pumps are involved in the production and testing of avionics and instrumentation systems used in aerospace applications. They facilitate processes such as thin film deposition, vacuum encapsulation, and vacuum drying, ensuring the integrity and functionality of electronic components and circuitry. Vacuum pumps are also utilized in vacuum leak testing, where they help create a vacuum environment to detect and locate any leaks in aerospace systems and components. 6. High Altitude Testing: Vacuum pumps are used in high altitude testing facilities to simulate the low-pressure conditions encountered at high altitudes. These testing facilities are employed for evaluating the performance and functionality of aerospace equipment, such as engines, materials, and structures, under simulated high altitude conditions. Vacuum pumps create and control the required low-pressure environment, allowing engineers and researchers to assess the behavior and response of aerospace systems in high altitude scenarios. 7. Rocket Engine Testing: Vacuum pumps are crucial in rocket engine testing facilities. They are utilized to evacuate and maintain the vacuum conditions in engine test chambers or nozzles during rocket engine testing. By creating a vacuum environment, these pumps simulate the conditions experienced by rocket engines in the vacuum of space, enabling accurate testing and evaluation of engine performance, thrust levels, and efficiency. It’s important to note that aerospace applications often require specialized vacuum pumps capable of meeting stringent requirements, such as high reliability, low outgassing, compatibility with propellants or cryogenic fluids, and resistance to extreme temperatures and pressures. In summary, vacuum pumps are extensively used in the aerospace sector for a wide range of applications, including space simulation chambers, propellant management, environmental control systems, satellite technology, avionics and instrumentation, high altitude testing, and rocket engine testing. They contribute to the development, testing, and operation of aerospace equipment, ensuring optimal performance, reliability, and safety.
What Is the Difference Between Dry and Wet Vacuum Pumps?Dry and wet vacuum pumps are two distinct types of pumps that differ in their operating principles and applications. Here’s a detailed explanation of the differences between them: Dry Vacuum Pumps: Dry vacuum pumps operate without the use of any lubricating fluid or sealing water in the pumping chamber. They rely on non-contact mechanisms to create a vacuum. Some common types of dry vacuum pumps include: 1. Rotary Vane Pumps: Rotary vane pumps consist of a rotor with vanes that slide in and out of slots in the rotor. The rotation of the rotor creates chambers that expand and contract, allowing the gas to be pumped. The vanes and the housing are designed to create a seal, preventing gas from flowing back into the pump. Rotary vane pumps are commonly used in laboratories, medical applications, and industrial processes where a medium vacuum level is required. 2. Dry Screw Pumps: Dry screw pumps use two or more intermeshing screws to compress and transport gas. As the screws rotate, the gas is trapped between the threads and transported from the suction side to the discharge side. Dry screw pumps are known for their high pumping speeds, low noise levels, and ability to handle various gases. They are used in applications such as semiconductor manufacturing, chemical processing, and vacuum distillation. 3. Claw Pumps: Claw pumps use two rotors with claw-shaped lobes that rotate in opposite directions. The rotation creates a series of expanding and contracting chambers, enabling gas capture and pumping. Claw pumps are known for their oil-free operation, high pumping speeds, and suitability for handling dry and clean gases. They are commonly used in applications such as automotive manufacturing, food packaging, and environmental technology. Wet Vacuum Pumps: Wet vacuum pumps, also known as liquid ring pumps, operate by using a liquid, typically water, to create a seal and generate a vacuum. The liquid ring serves as both the sealing medium and the working fluid. Wet vacuum pumps are commonly used in applications where a higher level of vacuum is required or when handling corrosive gases. Some key features of wet vacuum pumps include: 1. Liquid Ring Pumps: Liquid ring pumps feature an impeller with blades that rotate eccentrically within a cylindrical casing. As the impeller rotates, the liquid forms a ring against the casing due to centrifugal force. The liquid ring creates a seal, and as the impeller spins, the volume of the gas chamber decreases, leading to the compression and discharge of gas. Liquid ring pumps are known for their ability to handle wet and corrosive gases, making them suitable for applications such as chemical processing, oil refining, and wastewater treatment. 2. Water Jet Pumps: Water jet pumps utilize a jet of high-velocity water to create a vacuum. The water jet entrains gases, and the mixture is then separated in a venturi section, where the water is recirculated, and the gases are discharged. Water jet pumps are commonly used in laboratories and applications where a moderate vacuum level is required. The main differences between dry and wet vacuum pumps can be summarized as follows: 1. Operating Principle: Dry vacuum pumps operate without the need for any sealing fluid, while wet vacuum pumps utilize a liquid ring or water as a sealing and working medium. 2. Lubrication: Dry vacuum pumps do not require lubrication since there is no contact between moving parts, whereas wet vacuum pumps require the presence of a liquid for sealing and lubrication. 3. Applications: Dry vacuum pumps are suitable for applications where a medium vacuum level is required, and oil-free operation is desired. They are commonly used in laboratories, medical settings, and various industrial processes. Wet vacuum pumps, on the other hand, are used when a higher vacuum level is needed or when handling corrosive gases. They find applications in chemical processing, oil refining, and wastewater treatment, among others. It’s important to note that the selection of a vacuum pump depends on specific requirements such as desired vacuum level, gas compatibility, operating conditions, and the nature of the application. In summary, the primary distinction between dry and wet vacuum pumps lies in their operating principles, lubrication requirements, and applications. Dry vacuum pumps operate without any lubricating fluid, while wet vacuum pumps rely on a liquid ring or water for sealing and lubrication. The choice between dry and wet vacuum pumps depends on the specific needs of the application and the desired vacuum level.
What Industries Commonly Rely on Vacuum Pump Technology?Vacuum pump technology finds applications in various industries where creating and controlling vacuum or low-pressure environments is crucial. Here’s a detailed explanation: 1. Manufacturing and Production: Vacuum pumps are extensively used in manufacturing and production processes across multiple industries. They are employed for tasks such as vacuum molding, vacuum packaging, vacuum degassing, vacuum drying, and vacuum distillation. Industries like automotive, aerospace, electronics, pharmaceuticals, and food processing rely on vacuum pump technology to achieve precise and controlled manufacturing conditions. 2. Chemical and Pharmaceutical: The chemical and pharmaceutical industries heavily rely on vacuum pumps for numerous applications. These include solvent recovery, vacuum filtration, vacuum drying, distillation, crystallization, and evaporation. Vacuum pumps enable these industries to carry out critical processes under reduced pressure, ensuring efficient separation, purification, and synthesis of various chemical compounds and pharmaceutical products. 3. Semiconductor and Electronics: The semiconductor and electronics industries extensively use vacuum pumps for manufacturing microchips, electronic components, and electronic devices. Vacuum pumps are crucial in processes such as physical vapor deposition (PVD), chemical vapor deposition (CVD), etching, ion implantation, and sputtering. These processes require controlled vacuum conditions to ensure precise deposition, surface modification, and contamination-free manufacturing. 4. Research and Development: Vacuum pump technology is integral to research and development activities across scientific disciplines. It supports experiments and investigations in fields such as physics, chemistry, materials science, biology, and environmental science. Vacuum pumps facilitate processes like freeze drying, vacuum distillation, vacuum evaporation, vacuum spectroscopy, and creating controlled atmospheric conditions for studying various phenomena. 5. Food and Beverage: The food and beverage industry relies on vacuum pumps for packaging and preservation purposes. Vacuum sealing is used to extend the shelf life of food products by removing air and creating a vacuum-sealed environment that inhibits spoilage and maintains freshness. Vacuum pumps are also used in processes like freeze drying, vacuum concentration, and vacuum cooling. 6. Oil and Gas: In the oil and gas industry, vacuum pumps play a role in various applications. They are used for crude oil vacuum distillation, vacuum drying, vapor recovery, gas compression, and gas stripping processes. Vacuum pumps help maintain optimal conditions during oil refining, gas processing, and petrochemical manufacturing. 7. Environmental and Waste Management: Vacuum pumps are employed in environmental and waste management applications. They are used for tasks such as soil vapor extraction, groundwater remediation, landfill gas recovery, and wastewater treatment. Vacuum pumps facilitate the removal and containment of gases, vapors, and pollutants, contributing to environmental protection and sustainable waste management. 8. Medical and Healthcare: The medical and healthcare sectors utilize vacuum pumps for various purposes. They are used in medical equipment such as vacuum-assisted wound therapy devices, vacuum-based laboratory analyzers, and vacuum suction systems in hospitals and clinics. Vacuum pumps are also used in medical research, pharmaceutical production, and medical device manufacturing. 9. Power Generation: Vacuum pumps play a role in power generation industries, including nuclear power plants and thermal power plants. They are used for steam condensation, turbine blade cooling, vacuum drying during transformer manufacturing, and vacuum systems for testing and maintenance of power plant equipment. 10. HVAC and Refrigeration: The HVAC (Heating, Ventilation, and Air Conditioning) and refrigeration industries rely on vacuum pumps for system installation, maintenance, and repair. Vacuum pumps are used to evacuate air and moisture from refrigerant lines and HVAC systems, ensuring optimal system performance and efficiency. These are just a few examples of industries that commonly rely on vacuum pump technology. The versatility and wide-ranging applications of vacuum pumps make them indispensable tools across numerous sectors, enabling precise control over vacuum conditions, efficient manufacturing processes, and scientific investigations.
China manufacturer Water Circulating Liquid Ring Vacuum Pump for Laboratory with Great qualityProduct Description
Water circulating liquid ring vacuum pump for laboratory SHZ-95B Type Water Circulating Multi-purpose Vacuum Pump: 1. Be suitable for the research experiment, small scale test and small scale production process which have the processes such as evaporation, distillation, crystallization, drying, sublimation, filtration and decompression, degassing. 2. The operation principle is the same as that of desk-top type pump. 3. Compared with the desk-top type pump, the bleed air flow is more, which applies to the vacuum demands with large bleed air flow. 4. Five taps can be meet the demands of large scale Rotary Evaporator or Reaction Kettle 5. The special machine is made by the famous electric manufacture ODM with fluorine rubber sealing, the inner of which can’t be intruded by corrosive gas. 6. The body of the flume adopts polyvinyl chloride (PVC) material, the casing adopts carbon construction quality steel cold rolling plate and the surface adopts electrostatic spraying. 7. Ejector with copper material, tee junction, back valve and gas-extraction nozzle adopt the PP material. 8. The pump body and impeller adopt stainless steel plate pressing (SUS standard). 9. Be furnished with truckles, which is convenient for moving and is suitable for the flexible configuration in labs and workshops. 10. Need to replace the water in the flume regularly to ensure the purity of water quality, the vacuum degree and to avoid dirt stains. 11. Can be used to extract corrosive gas, need to shorten the period of water changing. 12. SHZ-95B: the casing adopts stainless steel material (SUS standard), the rest is the same as SHB-B95.
What Is the Vacuum Level and How Is It Measured in Vacuum Pumps?The vacuum level refers to the degree of pressure below atmospheric pressure in a vacuum system. It indicates the level of “emptiness” or the absence of gas molecules in the system. Here’s a detailed explanation of vacuum level measurement in vacuum pumps: Vacuum level is typically measured using pressure units that represent the difference between the pressure in the vacuum system and atmospheric pressure. The most common unit of measurement for vacuum level is the Pascal (Pa), which is the SI unit. Other commonly used units include Torr, millibar (mbar), and inches of mercury (inHg). Vacuum pumps are equipped with pressure sensors or gauges that measure the pressure within the vacuum system. These gauges are specifically designed to measure the low pressures encountered in vacuum applications. There are several types of pressure gauges used for measuring vacuum levels: 1. Pirani Gauge: Pirani gauges operate based on the thermal conductivity of gases. They consist of a heated element exposed to the vacuum environment. As gas molecules collide with the heated element, they transfer heat away, causing a change in temperature. By measuring the change in temperature, the pressure can be inferred, allowing the determination of the vacuum level. 2. Thermocouple Gauge: Thermocouple gauges utilize the thermal conductivity of gases similar to Pirani gauges. They consist of two dissimilar metal wires joined together, forming a thermocouple. As gas molecules collide with the thermocouple, they cause a temperature difference between the wires, generating a voltage. The voltage is proportional to the pressure and can be calibrated to provide a reading of the vacuum level. 3. Capacitance Manometer: Capacitance manometers measure pressure by detecting the change in capacitance between two electrodes caused by the deflection of a flexible diaphragm. As the pressure in the vacuum system changes, the diaphragm moves, altering the capacitance and providing a measurement of the vacuum level. 4. Ionization Gauge: Ionization gauges operate by ionizing gas molecules in the vacuum system and measuring the resulting electrical current. The ion current is proportional to the pressure, allowing the determination of the vacuum level. There are different types of ionization gauges, such as hot cathode, cold cathode, and Bayard-Alpert gauges. 5. Baratron Gauge: Baratron gauges utilize the principle of capacitance manometry but with a different design. They consist of a pressure-sensing diaphragm separated by a small gap from a reference electrode. The pressure difference between the vacuum system and the reference electrode causes the diaphragm to deflect, changing the capacitance and providing a measurement of the vacuum level. It’s important to note that different types of vacuum pumps may have different pressure ranges and may require specific pressure gauges suitable for their operating conditions. Additionally, vacuum pumps are often equipped with multiple gauges to provide information about the pressure at different stages of the pumping process or in different parts of the system. In summary, vacuum level refers to the pressure below atmospheric pressure in a vacuum system. It is measured using pressure gauges specifically designed for low-pressure environments. Common types of pressure gauges used in vacuum pumps include Pirani gauges, thermocouple gauges, capacitance manometers, ionization gauges, and Baratron gauges. \ What Is the Difference Between Dry and Wet Vacuum Pumps?Dry and wet vacuum pumps are two distinct types of pumps that differ in their operating principles and applications. Here’s a detailed explanation of the differences between them: Dry Vacuum Pumps: Dry vacuum pumps operate without the use of any lubricating fluid or sealing water in the pumping chamber. They rely on non-contact mechanisms to create a vacuum. Some common types of dry vacuum pumps include: 1. Rotary Vane Pumps: Rotary vane pumps consist of a rotor with vanes that slide in and out of slots in the rotor. The rotation of the rotor creates chambers that expand and contract, allowing the gas to be pumped. The vanes and the housing are designed to create a seal, preventing gas from flowing back into the pump. Rotary vane pumps are commonly used in laboratories, medical applications, and industrial processes where a medium vacuum level is required. 2. Dry Screw Pumps: Dry screw pumps use two or more intermeshing screws to compress and transport gas. As the screws rotate, the gas is trapped between the threads and transported from the suction side to the discharge side. Dry screw pumps are known for their high pumping speeds, low noise levels, and ability to handle various gases. They are used in applications such as semiconductor manufacturing, chemical processing, and vacuum distillation. 3. Claw Pumps: Claw pumps use two rotors with claw-shaped lobes that rotate in opposite directions. The rotation creates a series of expanding and contracting chambers, enabling gas capture and pumping. Claw pumps are known for their oil-free operation, high pumping speeds, and suitability for handling dry and clean gases. They are commonly used in applications such as automotive manufacturing, food packaging, and environmental technology. Wet Vacuum Pumps: Wet vacuum pumps, also known as liquid ring pumps, operate by using a liquid, typically water, to create a seal and generate a vacuum. The liquid ring serves as both the sealing medium and the working fluid. Wet vacuum pumps are commonly used in applications where a higher level of vacuum is required or when handling corrosive gases. Some key features of wet vacuum pumps include: 1. Liquid Ring Pumps: Liquid ring pumps feature an impeller with blades that rotate eccentrically within a cylindrical casing. As the impeller rotates, the liquid forms a ring against the casing due to centrifugal force. The liquid ring creates a seal, and as the impeller spins, the volume of the gas chamber decreases, leading to the compression and discharge of gas. Liquid ring pumps are known for their ability to handle wet and corrosive gases, making them suitable for applications such as chemical processing, oil refining, and wastewater treatment. 2. Water Jet Pumps: Water jet pumps utilize a jet of high-velocity water to create a vacuum. The water jet entrains gases, and the mixture is then separated in a venturi section, where the water is recirculated, and the gases are discharged. Water jet pumps are commonly used in laboratories and applications where a moderate vacuum level is required. The main differences between dry and wet vacuum pumps can be summarized as follows: 1. Operating Principle: Dry vacuum pumps operate without the need for any sealing fluid, while wet vacuum pumps utilize a liquid ring or water as a sealing and working medium. 2. Lubrication: Dry vacuum pumps do not require lubrication since there is no contact between moving parts, whereas wet vacuum pumps require the presence of a liquid for sealing and lubrication. 3. Applications: Dry vacuum pumps are suitable for applications where a medium vacuum level is required, and oil-free operation is desired. They are commonly used in laboratories, medical settings, and various industrial processes. Wet vacuum pumps, on the other hand, are used when a higher vacuum level is needed or when handling corrosive gases. They find applications in chemical processing, oil refining, and wastewater treatment, among others. It’s important to note that the selection of a vacuum pump depends on specific requirements such as desired vacuum level, gas compatibility, operating conditions, and the nature of the application. In summary, the primary distinction between dry and wet vacuum pumps lies in their operating principles, lubrication requirements, and applications. Dry vacuum pumps operate without any lubricating fluid, while wet vacuum pumps rely on a liquid ring or water for sealing and lubrication. The choice between dry and wet vacuum pumps depends on the specific needs of the application and the desired vacuum level.
How Do You Choose the Right Size Vacuum Pump for a Specific Application?Choosing the right size vacuum pump for a specific application involves considering several factors to ensure optimal performance and efficiency. Here’s a detailed explanation: 1. Required Vacuum Level: The first consideration is the desired vacuum level for your application. Different applications have varying vacuum level requirements, ranging from low vacuum to high vacuum or even ultra-high vacuum. Determine the specific vacuum level needed, such as microns of mercury (mmHg) or pascals (Pa), and choose a vacuum pump capable of achieving and maintaining that level. 2. Pumping Speed: The pumping speed, also known as the displacement or flow rate, is the volume of gas a vacuum pump can remove from a system per unit of time. It is typically expressed in liters per second (L/s) or cubic feet per minute (CFM). Consider the required pumping speed for your application, which depends on factors such as the volume of the system, the gas load, and the desired evacuation time. 3. Gas Load and Composition: The type and composition of the gas or vapor being pumped play a significant role in selecting the right vacuum pump. Different pumps have varying capabilities and compatibilities with specific gases. Some pumps may be suitable for pumping only non-reactive gases, while others can handle corrosive gases or vapors. Consider the gas load and its potential impact on the pump’s performance and materials of construction. 4. Backing Pump Requirements: In some applications, a vacuum pump may require a backing pump to reach and maintain the desired vacuum level. A backing pump provides a rough vacuum, which is then further processed by the primary vacuum pump. Consider whether your application requires a backing pump and ensure compatibility and proper sizing between the primary pump and the backing pump. 5. System Leakage: Evaluate the potential leakage in your system. If your system has significant leakage, you may need a vacuum pump with a higher pumping speed to compensate for the continuous influx of gas. Additionally, consider the impact of leakage on the required vacuum level and the pump’s ability to maintain it. 6. Power Requirements and Operating Cost: Consider the power requirements of the vacuum pump and ensure that your facility can provide the necessary electrical supply. Additionally, assess the operating cost, including energy consumption and maintenance requirements, to choose a pump that aligns with your budget and operational considerations. 7. Size and Space Constraints: Take into account the physical size of the vacuum pump and whether it can fit within the available space in your facility. Consider factors such as pump dimensions, weight, and the need for any additional accessories or support equipment. 8. Manufacturer’s Recommendations and Expert Advice: Consult the manufacturer’s specifications, guidelines, and recommendations for selecting the right pump for your specific application. Additionally, seek expert advice from vacuum pump specialists or engineers who can provide insights based on their experience and knowledge. By considering these factors and evaluating the specific requirements of your application, you can select the right size vacuum pump that meets the desired vacuum level, pumping speed, gas compatibility, and other essential criteria. Choosing the appropriate vacuum pump ensures efficient operation, optimal performance, and longevity for your application.
China high quality Infitek Laboratory Bench Type Water Circulating Vacuum Pump / Water Aspirator, Vacp-Wc3y vacuum pump acProduct Description
Infitek laboratory Bench type Water Circulating Vacuum Pump / Water Aspirator, VACP-WC3Y Features
Specification
Packaging & Shipping
Certifications About us FAQ Q: How about quality of the goods? A: l All the running products comply with CE standards. l Independent quality inspection team, conducting multiple inspections and random inspections from parts supply to product dispatch. l Well-known third-party testing service available, such as SGS, BV, and TUV, etc.
Q: What are your pre- and after-sales services? A: l Timely reply to pre-sales enquiries l Real-time update of manufacturing and shipment status l Contracted third-party maintenance company in over 60 countries Assured availability of parts supply for 10 years at least
Q: Is OEM service available. A: Most of the running products are available for OEM customization, including logo, package and function, if attainable, customization.
Q: How long is the lead time: A: Generally, the lead time for most stocked products is about 7~15 days, vary by models and production schedule. For those non-stocked products, the manufacturing lead time is around 20 days.
Can Vacuum Pumps Be Used in the Aerospace Sector?Vacuum pumps indeed have various applications in the aerospace sector. Here’s a detailed explanation: Vacuum pumps play a crucial role in several areas of the aerospace industry, supporting various processes and systems. Some of the key applications of vacuum pumps in the aerospace sector include: 1. Space Simulation Chambers: Vacuum pumps are used in space simulation chambers to replicate the low-pressure conditions experienced in outer space. These chambers are utilized for testing and validating the performance and functionality of aerospace components and systems under simulated space conditions. Vacuum pumps create and maintain the necessary vacuum environment within these chambers, allowing engineers and scientists to evaluate the behavior and response of aerospace equipment in space-like conditions. 2. Propellant Management: In space propulsion systems, vacuum pumps are employed for propellant management. They help in the transfer, circulation, and pressurization of propellants, such as liquid rocket fuels or cryogenic fluids, in both launch vehicles and spacecraft. Vacuum pumps assist in creating the required pressure differentials for propellant flow and control, ensuring efficient and reliable operation of propulsion systems. 3. Environmental Control Systems: Vacuum pumps are utilized in the environmental control systems of aircraft and spacecraft. These systems are responsible for maintaining the desired atmospheric conditions, including temperature, humidity, and cabin pressure, to ensure the comfort, safety, and well-being of crew members and passengers. Vacuum pumps are used to regulate and control the cabin pressure, facilitating the circulation of fresh air and maintaining the desired air quality within the aircraft or spacecraft. 4. Satellite Technology: Vacuum pumps find numerous applications in satellite technology. They are used in the fabrication and testing of satellite components, such as sensors, detectors, and electronic devices. Vacuum pumps help create the necessary vacuum conditions for thin film deposition, surface treatment, and testing processes, ensuring the performance and reliability of satellite equipment. Additionally, vacuum pumps are employed in satellite propulsion systems to manage propellants and provide thrust for orbital maneuvers. 5. Avionics and Instrumentation: Vacuum pumps are involved in the production and testing of avionics and instrumentation systems used in aerospace applications. They facilitate processes such as thin film deposition, vacuum encapsulation, and vacuum drying, ensuring the integrity and functionality of electronic components and circuitry. Vacuum pumps are also utilized in vacuum leak testing, where they help create a vacuum environment to detect and locate any leaks in aerospace systems and components. 6. High Altitude Testing: Vacuum pumps are used in high altitude testing facilities to simulate the low-pressure conditions encountered at high altitudes. These testing facilities are employed for evaluating the performance and functionality of aerospace equipment, such as engines, materials, and structures, under simulated high altitude conditions. Vacuum pumps create and control the required low-pressure environment, allowing engineers and researchers to assess the behavior and response of aerospace systems in high altitude scenarios. 7. Rocket Engine Testing: Vacuum pumps are crucial in rocket engine testing facilities. They are utilized to evacuate and maintain the vacuum conditions in engine test chambers or nozzles during rocket engine testing. By creating a vacuum environment, these pumps simulate the conditions experienced by rocket engines in the vacuum of space, enabling accurate testing and evaluation of engine performance, thrust levels, and efficiency. It’s important to note that aerospace applications often require specialized vacuum pumps capable of meeting stringent requirements, such as high reliability, low outgassing, compatibility with propellants or cryogenic fluids, and resistance to extreme temperatures and pressures. In summary, vacuum pumps are extensively used in the aerospace sector for a wide range of applications, including space simulation chambers, propellant management, environmental control systems, satellite technology, avionics and instrumentation, high altitude testing, and rocket engine testing. They contribute to the development, testing, and operation of aerospace equipment, ensuring optimal performance, reliability, and safety.
Can Vacuum Pumps Be Used for Soil and Groundwater Remediation?Vacuum pumps are indeed widely used for soil and groundwater remediation. Here’s a detailed explanation: Soil and groundwater remediation refers to the process of removing contaminants from the soil and groundwater to restore environmental quality and protect human health. Vacuum pumps play a crucial role in various remediation techniques by facilitating the extraction and treatment of contaminated media. Some of the common applications of vacuum pumps in soil and groundwater remediation include: 1. Soil Vapor Extraction (SVE): Soil vapor extraction is a widely used remediation technique for volatile contaminants present in the subsurface. It involves the extraction of vapors from the soil by applying a vacuum to the subsurface through wells or trenches. Vacuum pumps create a pressure gradient that induces the movement of vapors towards the extraction points. The extracted vapors are then treated to remove or destroy the contaminants. Vacuum pumps play a vital role in SVE by maintaining the necessary negative pressure to enhance the volatilization and extraction of contaminants from the soil. 2. Dual-Phase Extraction (DPE): Dual-phase extraction is a remediation method used for the simultaneous extraction of both liquids (such as groundwater) and vapors (such as volatile organic compounds) from the subsurface. Vacuum pumps are utilized to create a vacuum in extraction wells or points, drawing out both the liquid and vapor phases. The extracted groundwater and vapors are then separated and treated accordingly. Vacuum pumps are essential in DPE systems for efficient and controlled extraction of both liquid and vapor-phase contaminants. 3. Groundwater Pumping and Treatment: Vacuum pumps are also employed in groundwater remediation through the process of pumping and treatment. They are used to extract contaminated groundwater from wells or recovery trenches. By creating a vacuum or negative pressure, vacuum pumps facilitate the flow of groundwater towards the extraction points. The extracted groundwater is then treated to remove or neutralize the contaminants before being discharged or re-injected into the ground. Vacuum pumps play a critical role in maintaining the required flow rates and hydraulic gradients for effective groundwater extraction and treatment. 4. Air Sparging: Air sparging is a remediation technique used to treat groundwater and soil contaminated with volatile organic compounds (VOCs). It involves the injection of air or oxygen into the subsurface to enhance the volatilization of contaminants. Vacuum pumps are utilized in air sparging systems to create a vacuum or negative pressure zone in wells or points surrounding the contaminated area. This induces the movement of air and oxygen through the soil, facilitating the release and volatilization of VOCs. Vacuum pumps are essential in air sparging by maintaining the necessary negative pressure gradient for effective contaminant removal. 5. Vacuum-Enhanced Recovery: Vacuum-enhanced recovery, also known as vacuum-enhanced extraction, is a remediation technique used to recover non-aqueous phase liquids (NAPLs) or dense non-aqueous phase liquids (DNAPLs) from the subsurface. Vacuum pumps are employed to create a vacuum or negative pressure gradient in recovery wells or trenches. This encourages the movement and extraction of NAPLs or DNAPLs towards the recovery points. Vacuum pumps facilitate the efficient recovery of these dense contaminants, which may not be easily recoverable using traditional pumping methods. It’s important to note that different types of vacuum pumps, such as rotary vane pumps, liquid ring pumps, or air-cooled pumps, may be used in soil and groundwater remediation depending on the specific requirements of the remediation technique and the nature of the contaminants. In summary, vacuum pumps play a vital role in various soil and groundwater remediation techniques, including soil vapor extraction, dual-phase extraction, groundwater pumping and treatment, air sparging, and vacuum-enhanced recovery. By creating and maintaining the necessary pressure differentials, vacuum pumps enable the efficient extraction, treatment, and removal of contaminants, contributing to the restoration of soil and groundwater quality.
What Are the Primary Applications of Vacuum Pumps?Vacuum pumps have a wide range of applications across various industries. Here’s a detailed explanation: 1. Industrial Processes: Vacuum pumps play a vital role in numerous industrial processes, including: – Vacuum Distillation: Vacuum pumps are used in distillation processes to lower the boiling points of substances, enabling separation and purification of various chemicals and compounds. – Vacuum Drying: Vacuum pumps aid in drying processes by creating a low-pressure environment, which accelerates moisture removal from materials without excessive heat. – Vacuum Packaging: Vacuum pumps are used in the food industry to remove air from packaging containers, prolonging the shelf life of perishable goods by reducing oxygen exposure. – Vacuum Filtration: Filtration processes can benefit from vacuum pumps to enhance filtration rates by applying suction, facilitating faster separation of solids and liquids. 2. Laboratory and Research: Vacuum pumps are extensively used in laboratories and research facilities for various applications: – Vacuum Chambers: Vacuum pumps create controlled low-pressure environments within chambers for conducting experiments, testing materials, or simulating specific conditions. – Mass Spectrometry: Mass spectrometers often utilize vacuum pumps to create the necessary vacuum conditions for ionization and analysis of samples. – Freeze Drying: Vacuum pumps enable freeze-drying processes, where samples are frozen and then subjected to a vacuum, allowing the frozen water to sublimate directly from solid to vapor state. – Electron Microscopy: Vacuum pumps are essential for electron microscopy techniques, providing the necessary vacuum environment for high-resolution imaging of samples. 3. Semiconductor and Electronics Industries: High vacuum pumps are critical in the semiconductor and electronics industries for manufacturing and testing processes: – Semiconductor Fabrication: Vacuum pumps are used in various stages of chip manufacturing, including deposition, etching, and ion implantation processes. – Thin Film Deposition: Vacuum pumps create the required vacuum conditions for depositing thin films of materials onto substrates, as done in the production of solar panels, optical coatings, and electronic components. – Leak Detection: Vacuum pumps are utilized in leak testing applications to detect and locate leaks in electronic components, systems, or pipelines. 4. Medical and Healthcare: Vacuum pumps have several applications in the medical and healthcare sectors: – Vacuum Assisted Wound Closure: Vacuum pumps are used in negative pressure wound therapy (NPWT), where they create a controlled vacuum environment to promote wound healing and removal of excess fluids. – Laboratory Equipment: Vacuum pumps are essential in medical and scientific equipment such as vacuum ovens, freeze dryers, and centrifugal concentrators. – Anesthesia and Medical Suction: Vacuum pumps are utilized in anesthesia machines and medical suction devices to create suction and remove fluids or gases from the patient’s body. 5. HVAC and Refrigeration: Vacuum pumps are employed in the HVAC (Heating, Ventilation, and Air Conditioning) and refrigeration industries: – Refrigeration and Air Conditioning Systems: Vacuum pumps are used during system installation, maintenance, and repair to evacuate moisture and air from refrigeration and air conditioning systems, ensuring efficient operation. – Vacuum Insulation Panels: Vacuum pumps are utilized in the manufacturing of vacuum insulation panels, which offer superior insulation properties for buildings and appliances. 6. Power Generation: Vacuum pumps play a role in power generation applications: – Steam Condenser Systems: Vacuum pumps are used in power plants to remove non-condensable gases from steam condenser systems, improving thermal efficiency. – Gas Capture: Vacuum pumps are utilized to capture and remove gases, such as hydrogen or helium, in nuclear power plants, research reactors, or particle accelerators. These are just a few examples of the primary applications of vacuum pumps. The versatility and wide range of vacuum pump types make them essential in numerous industries, contributing to various manufacturing processes, research endeavors, and technological advancements.
China factory Desktop Lab Water Circulating Vacuum Pump manufacturerProduct Description
Product Description This product is a new kind of multi-use vacuum pump designed on the basis of the principle of generating negative pressure by using the jet flow and using the recycled water as the working fluid, which can provide the vacuum conditions for chemical experiments, and recirculated cooling water for the reaction equipment.
Product features Obvious water-saving effect. The water added into the water tank can be recycled for the water cycle operation, which overcomes the shortcoming of wasting a lot of water to generate a vacuum environment by directly discharging the tap water. Actual measurement results show: supposing the continuous operation within a working day, under the condition of CHINAMFG the same vacuum environment, the use of this product can save more than 8 tons of water; in addition, the water added once can be used for a long term, which is especially applicable to such places as the area of lacking water resources or laboratories with inadequate water pressure. Product Parameters
What Is the Impact of Altitude on Vacuum Pump Performance?The performance of vacuum pumps can be influenced by the altitude at which they are operated. Here’s a detailed explanation: Altitude refers to the elevation or height above sea level. As the altitude increases, the atmospheric pressure decreases. This decrease in atmospheric pressure can have several effects on the performance of vacuum pumps: 1. Reduced Suction Capacity: Vacuum pumps rely on the pressure differential between the suction side and the discharge side to create a vacuum. At higher altitudes, where the atmospheric pressure is lower, the pressure differential available for the pump to work against is reduced. This can result in a decrease in the suction capacity of the vacuum pump, meaning it may not be able to achieve the same level of vacuum as it would at lower altitudes. 2. Lower Ultimate Vacuum Level: The ultimate vacuum level, which represents the lowest pressure that a vacuum pump can achieve, is also affected by altitude. As the atmospheric pressure decreases with increasing altitude, the ultimate vacuum level that can be attained by a vacuum pump is limited. The pump may struggle to reach the same level of vacuum as it would at sea level or lower altitudes. 3. Pumping Speed: Pumping speed is a measure of how quickly a vacuum pump can remove gases from a system. At higher altitudes, the reduced atmospheric pressure can lead to a decrease in pumping speed. This means that the vacuum pump may take longer to evacuate a chamber or system to the desired vacuum level. 4. Increased Power Consumption: To compensate for the decreased pressure differential and achieve the desired vacuum level, a vacuum pump operating at higher altitudes may require higher power consumption. The pump needs to work harder to overcome the lower atmospheric pressure and maintain the necessary suction capacity. This increased power consumption can impact energy efficiency and operating costs. 5. Efficiency and Performance Variations: Different types of vacuum pumps may exhibit varying degrees of sensitivity to altitude. Oil-sealed rotary vane pumps, for example, may experience more significant performance variations compared to dry pumps or other pump technologies. The design and operating principles of the vacuum pump can influence its ability to maintain performance at higher altitudes. It’s important to note that vacuum pump manufacturers typically provide specifications and performance curves for their pumps based on standardized conditions, often at or near sea level. When operating a vacuum pump at higher altitudes, it is advisable to consult the manufacturer’s guidelines and consider any altitude-related limitations or adjustments that may be necessary. In summary, the altitude at which a vacuum pump operates can have an impact on its performance. The reduced atmospheric pressure at higher altitudes can result in decreased suction capacity, lower ultimate vacuum levels, reduced pumping speed, and potentially increased power consumption. Understanding these effects is crucial for selecting and operating vacuum pumps effectively in different altitude environments.
How Do Vacuum Pumps Assist in Freeze-Drying Processes?Freeze-drying, also known as lyophilization, is a dehydration technique used in various industries, including pharmaceutical manufacturing. Vacuum pumps play a crucial role in facilitating freeze-drying processes. Here’s a detailed explanation: During freeze-drying, vacuum pumps assist in the removal of water or solvents from pharmaceutical products while preserving their structure and integrity. The freeze-drying process involves three main stages: freezing, primary drying (sublimation), and secondary drying (desorption). 1. Freezing: In the first stage, the pharmaceutical product is frozen to a solid state. Freezing is typically achieved by lowering the temperature of the product below its freezing point. The frozen product is then placed in a vacuum chamber. 2. Primary Drying (Sublimation): Once the product is frozen, the vacuum pump creates a low-pressure environment within the chamber. By reducing the pressure, the boiling point of water or solvents present in the frozen product is lowered, allowing them to transition directly from the solid phase to the vapor phase through a process called sublimation. Sublimation bypasses the liquid phase, preventing potential damage to the product’s structure. The vacuum pump maintains a low-pressure environment by continuously removing the water vapor or solvent vapor generated during sublimation. The vapor is drawn out of the chamber, leaving behind the freeze-dried product. This process preserves the product’s original form, texture, and biological activity. 3. Secondary Drying (Desorption): After the majority of the water or solvents have been removed through sublimation, the freeze-dried product may still contain residual moisture or solvents. In the secondary drying stage, the vacuum pump continues to apply vacuum to the chamber, but at a higher temperature. The purpose of this stage is to remove the remaining moisture or solvents through evaporation. The vacuum pump maintains the low-pressure environment, allowing the residual moisture or solvents to evaporate at a lower temperature than under atmospheric pressure. This prevents potential thermal degradation of the product. Secondary drying further enhances the stability and shelf life of the freeze-dried pharmaceutical product. By creating and maintaining a low-pressure environment, vacuum pumps enable efficient and controlled sublimation and desorption during the freeze-drying process. They facilitate the removal of water or solvents while minimizing the potential damage to the product’s structure and preserving its quality. Vacuum pumps also contribute to the overall speed and efficiency of the freeze-drying process by continuously removing the vapor generated during sublimation and evaporation. The precise control provided by vacuum pumps ensures the production of stable and high-quality freeze-dried pharmaceutical products.
How Are Vacuum Pumps Different from Air Compressors?Vacuum pumps and air compressors are both mechanical devices used to manipulate air and gas, but they serve opposite purposes. Here’s a detailed explanation of their differences: 1. Function: – Vacuum Pumps: Vacuum pumps are designed to remove or reduce the pressure within a closed system, creating a vacuum or low-pressure environment. They extract air or gas from a chamber, creating suction or negative pressure. – Air Compressors: Air compressors, on the other hand, are used to increase the pressure of air or gas. They take in ambient air or gas and compress it, resulting in higher pressure and a compacted volume of air or gas. 2. Pressure Range: – Vacuum Pumps: Vacuum pumps are capable of generating pressures below atmospheric pressure or absolute zero pressure. The pressure range typically extends into the negative range, expressed in units such as torr or pascal. – Air Compressors: Air compressors, on the contrary, operate in the positive pressure range. They increase the pressure above atmospheric pressure, typically measured in units like pounds per square inch (psi) or bar. 3. Applications: – Vacuum Pumps: Vacuum pumps have various applications where the creation of a vacuum or low-pressure environment is required. They are used in processes such as vacuum distillation, vacuum drying, vacuum packaging, and vacuum filtration. They are also essential in scientific research, semiconductor manufacturing, medical suction devices, and many other industries. – Air Compressors: Air compressors find applications where compressed air or gas at high pressure is needed. They are used in pneumatic tools, manufacturing processes, air conditioning systems, power generation, and inflating tires. Compressed air is versatile and can be employed in numerous industrial and commercial applications. 4. Design and Mechanism: – Vacuum Pumps: Vacuum pumps are designed to create a vacuum by removing air or gas from a closed system. They may use mechanisms such as positive displacement, entrapment, or momentum transfer to achieve the desired vacuum level. Examples of vacuum pump types include rotary vane pumps, diaphragm pumps, and diffusion pumps. – Air Compressors: Air compressors are engineered to compress air or gas, increasing its pressure and decreasing its volume. They use mechanisms like reciprocating pistons, rotary screws, or centrifugal force to compress the air or gas. Common types of air compressors include reciprocating compressors, rotary screw compressors, and centrifugal compressors. 5. Direction of Air/Gas Flow: – Vacuum Pumps: Vacuum pumps draw air or gas into the pump and then expel it from the system, creating a vacuum within the chamber or system being evacuated. – Air Compressors: Air compressors take in ambient air or gas and compress it, increasing its pressure and storing it in a tank or delivering it directly to the desired application. While vacuum pumps and air compressors have different functions and operate under distinct pressure ranges, they are both vital in various industries and applications. Vacuum pumps create and maintain a vacuum or low-pressure environment, while air compressors compress air or gas to higher pressures for different uses and processes.
China factory High Praised Shz-III Desktop Water Circulating Vacuum Pump vacuum pump brakesProduct Description
High Praised Shz-III Desktop Water Circulating Vacuum Pump Product Description The circulating water vacuum pump is a laboratory vacuum generator that uses a water jet to generate a vacuum. This machine is used to provide vacuum conditions for the process of evaporation, distillation, crystallization, drying, sublimation, filtration, degassing, decompression, and so on, particularly be suitable for labs and small-scale tests in industries such as universities and colleges, scientific research institutes, chemical industry, pharmacy, biochemistry, foodstuff, pesticide, agricultural engineering, biological engineering. Product Parameters
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||